Obtención de Bioetanol a partir de la celulosa presente en cascarilla de arroz y aserrín de algarrobo
RESUMEN:
El bioetanol producido a partir de residuos agroindustriales es una alternativa muy interesante para diversificar la matriz energética Argentina. La cascarilla de arroz y el aserrín de algarrobo son residuos muy abundantes en la región del NEA y podrían ser aprovechados, utilizándolos como materia prima para la producción de bioetanol combustible. Por ello, el objetivo de este trabajo fue la obtención de bioetanol a partir de estos residuos lignocelulósicos a través de un proceso de pretratamiento ácido, seguido de hidrólisis enzimática y fermentación, evaluando la conveniencia de la primera etapa. El sólido pretratado de cascarilla de arroz presentó un 52,8% de glucanos, de los cuales se convirtieron el 55,7%, luego de la hidrólisis enzimática a las 72h y solo un 19,7% en cascarilla sin tratar. Para el caso del aserrín de algarrobo se encontró, luego del pretratamiento, un sólido con 51,2% de glucanos y a las 72h de hidrólisis enzimática se alcanzó un 41,5% de conversión en el material pretratado y solo un 9,6%, en el material original. Los rendimientos de la fermentación de los hidrolizados fueron aproximadamente del 100% en todos los casos.
Palabras Claves: Bioetanol, residuos lignocelulósicos, pretratamiento, hidrólisis enzimática, fermentación.
INTRODUCCIÓN
Indudablemente, el desarrollo de un país está hoy estrechamente ligado a la energía con la que pueda contar para desarrollar sus actividades productivas, de transporte y de construcción de infraestructuras, entre otras necesidades de la vida moderna. Pero no sólo hay que considerar la disponibilidad energética presente sino que, para pensar en un desarrollo sostenible, es necesario contar con un horizonte de abastecimiento confiable y que tenga en cuenta los incrementos en la demanda de energía que plantea una economía en crecimiento.
La Matriz Energética de Argentina para el 2009, indicó que el 90,9% de la energía que consumió el país fue de origen no renovable, siendo las principales fuentes petróleo y gas natural. Estas fuentes han comenzado a decrecer en Argentina y los descubrimientos que se anunciaron últimamente corresponden a yacimientos que requieren inversiones importantes para hacerlos operativos y cuya magnitud no modificará significativamente la situación energética argentina (Cárdenas, 2011).
La cascarilla de arroz y el serrín de algarrobo son dos residuos agroindustriales muy abundantes en la región del NEA (Noreste Argentino). En este sentido, alrededor del 20% de la producción de arroz es cascarilla y, respecto del algarrobo, solo el 30 al 40% del árbol es utilizado en la industria del mueble. El destino actual de estos residuos son las ladrillerías, rellenos o solo dispuesto en lugares habilitados.
El bioetanol elaborado a partir de celulosa se denomina biocombustible de segunda generación. La materia prima en este caso son los materiales lignocelulósicos, por lo que pueden utilizarse residuos foresto y agroindustriales, como paja, cáscara de cereales, aserrín, etc. Los residuos lignocelulósicos son una alternativa muy interesante pues presentan grandes ventajas respecto a las materias primas convencionales (caña de azúcar, maíz y sorgo dulce), ya que no compiten con la industria alimentaria, además, muchas de ellas son residuos (biocombustibles de tercera generación) generados por la misma industria, y en otros casos, crecen en zonas consideradas marginales para la producción de alimentos, por lo tanto su uso contribuiría al descenso del costo debido a la incorporación de subproductos de valor agregado. Otras ventajas son su amplia disponibilidad y bajo costo. La gran desventaja que presenta la utilización de materiales lignocelulósicos como materia prima para la producción de bioetanol, es que se necesitan etapas adicionales para lograr la liberación de carbohidratos de la matriz lignocelulósica. Por lo tanto, este tipo de materiales deben recibir un tratamiento previo para que la celulosa se encuentre fácilmente disponible en la etapa siguiente, la hidrólisis (Sims et al., 2010).
El proceso de obtención de bioetanol a partir de residuos lignocelulósicos consiste básicamente en las etapas de pretratamiento, hidrólisis enzimática, fermentación y separación (Benarjee, 2009; Binod, 2010; Cotana et al., 2014; Saha, 2007). El pretratamiento puede llevarse a cabo por diferentes métodos dependiendo del tipo de material a tratar. Luego la hidrólisis enzimática de la celulosa para la producción de glucosa se lleva a cabo utilizando enzimas celulasas, que son catalizadores altamente específicos. La hidrólisis se realiza bajo condiciones suaves (generalmente a pH 4,5-5,0 y temperaturas entre 40°C y 50°C) y presenta ventajas frente a la hidrólisis química, entre las cuales pueden mencionarse que no genera corrosión, el consumo de enzima es bajo y los hidrolizados son de baja toxicidad (Taherzadeh y Karimi, 2007). Por otro lado, cabe destacar que se han realizado investigaciones referentes al balance energético para la producción de bioetanol y estos resultaron positivos, es decir, la energía necesaria para la producción es menor que la generada por litro de bioetanol obtenido. Por ejemplo, Bertini encontró para tubérculos de tapinambur un consumo energético aproximado de 11,9MJ/l, mientras que un litro de alcohol genera 22,5MJ/l, además la reducción de emisiones de gases de efecto invernadero en la producción de bioetanol respecto a la del combustible fósil resultó de aproximadamente 40,5% (Bertini, 2013). Donato y Huerga, informan 27,15MJ/l de energía generada en productos y subproductos, mientras que 11,26MJ/l de energía consumida en agricultura e industria de caña de azúcar (Donato y Huerga, 2009). Los resultados de Scacchi y col. muestran que el uso de etanol puro es la mejor alternativa frente a otras mezclas con gasolina, presentando la menor emisión de gases de efecto invernadero (ahorro de aproximadamente el 32% de las emisiones de CO2eq en comparación con la gasolina) y un menor uso de energía (63% de ahorro) (Scacchi et al., 2010).
El pretratamiento de la materia prima lignocelulósica es, probablemente, la etapa más importante, ya tiene gran impacto en el rendimiento y la eficiencia de la etapa de hidrólisis enzimática. Justamente, el objetivo de esta etapa consiste principalmente en la interrupción de la estructura lignocelulósica mediante el uso de tratamientos químicos, físicos y/o mecánicos, con el fin de mejorar la separación y eliminación de algunos de sus componentes constitutivos (Alvira et al., 2010; Galbe y Zacchi, 2012; García, González Alriols, y Labidi, 2014). Por ello, el objetivo de este trabajo fue la obtención de bioetanol a partir de estos residuos lignocelulósicos a través de un proceso de pretratamiento ácido, seguido de hidrólisis enzimática y fermentación, evaluando la conveniencia de la primera etapa.
MATERIALES Y MÉTODOS
Materias Primas e insumos
Se utilizó cascarilla de arroz, variedad epagri, suministrada por una industria local (arrocera del interior de la provincia del Chaco, Argentina). Esta fue molida con un molinillo de discos de 100W de potencia y 280g de capacidad. La cascarilla se almacenó en recipiente cerrado a temperatura ambiente hasta su utilización.
El aserrín de algarrobo utilizado fue facilitado por aserraderos de la cuidad de Resistencia, provincia del Chaco, Argentina. La muestra se lavó exhaustivamente para eliminar el exceso de sustancias solubles en agua destilada a temperatura de ebullición con agitación durante 2 minutos. El aserrín lavado se filtró, se secó a 60ºC durante 12h, y por último, se almacenó en recipiente cerrado a temperatura ambiente hasta su utilización. El aserrín de algarrobo no requiere de molienda dado que este presentó el tamaño ideal para su posterior procesamiento, a modo de homogenización se tomaron muestras de tamaño de partícula entre 40 y 100 mesh.
Se utilizaron enzimas comerciales provistas por Sigma-Aldrich, celulasas de Trichoderma reesei y celobiasas de Aspergillus niger. Se determinó su actividad enzimática en FPU/ml (Unidades de Papel de Filtro) siguiendo el procedimiento detallado en International Union of Pure and Applied Chemistry (IUPAC) (Gost, 1982)..
Finalmente, en la etapa de fermentación se emplearon levaduras comerciales de saccharomices cerevisiae.
Caracterización de Materias Primas y Productos de reacción
La toma y preparación de las muestras antes del análisis de cenizas, extractivos, carbohidratos y lignina soluble e insoluble en ácido se llevó a cabo siguiendo el procedimiento “Preparación de muestras para análisis de composición”, NREL/TP-510- 42620 (Hames et al., 2005). La determinación de sólidos totales y humedad se realizó según el NREL/TP-510-42621 (Sluiter et al., 2008), utilizando el método de horno a convección. Se evaluaron los componentes extraíbles en agua y alcohol etílico, según lo especificado en NREL/TP-510-42619 (Sluiter et al., 2005). A partir de la muestra sólida libre de extractivos se determinó la composición de cenizas, según procedimiento especificado por NREL/TP-510-42622 (Sluiter et al., 2005). La determinación de carbohidratos estructurales y lignina en biomasa se llevó a cabo según procedimiento NREL/TP-510-42618 (Sluiter et al., 2008). Los carbohidratos estructurales y los azúcares luego de la hidrólisis se cuantificaron por medio de cromatografía liquida de alta resolución (Waters HPLC System), con una columna Aminex-HPX87H (BIO-RAD) con las siguientes condiciones cromatográficas: H2SO4 4mM como eluyente, 0,6ml/min, 35°C y detectores de índice de refracción y arreglo de diodos.
La concentración de bioetanol producido se analizó por cromatografía de gases (GC) utilizando un Cromatógrafo Shimadzu GC 14B equipado con una columna Mega Bore DB-WAX (ID de 0,53mm x 1,5µm espesor de la película) y detector de ionización de llama (FID). Las condiciones cromatográficas fueron: aire a 60kPa como gas portador, temperatura del horno 30°C, temperatura del inyector 180°C y la temperatura del detector 250°C. Los patrones de etanol se prepararon utilizando etanol de grado comercial (marca Porta) y metilisobutilcetona (marca Cicarelli) como patrón interno.
Pretratamiento
La cascarilla de arroz y el aserrín de algarrobo fueron pretratados con soluciones de ácido sulfúrico de 0,3 y 1%p/v, respectivamente; con la aplicación de vapor a 152ºC (5atm) según procesos optimizados para cascarilla de arroz (Dagnino, et al. 2013a) y aserrín de algarrobo (Dagnino, et al. 2013b). El proceso consistió básicamente en la mezcla de la materia prima con la solución ácida de concentración correspondiente en una proporción del 5% de sólidos y esta se colocó en el reactor y se calentó con vapor a 152ºC. Posteriormente se separó el líquido del sólido mediante filtración al vacío, el sólido pretratado se lavó repetidas veces con agua destilada para retirar la solución ácida remanente y se lo refrigeró a 4°C, ya que este no debe ser secado para evitar el colapso de la estructura y con ello, disminuir el rendimiento de la hidrólisis enzimática.
Hidrólisis enzimática
Posteriormente se realizó la hidrólisis enzimática de los sólidos pretratados, de humedad conocida. Se pesó una muestra de biomasa igual al equivalente al 1% de celulosa y se colocó en un reactor de 200ml, se agregó 50ml del buffer, la cantidad de agua destilada necesaria para alcanzar el volumen total de 100ml, considerando la densidad del material sólido de 1g/ml (Selig et al., 2008) y teniendo en cuenta la cantidad de enzimas que serían adicionadas luego de alcanzar las condiciones de reacción. Se agregó 0,3ml de azida de sodio, para evitar el crecimiento de organismos durante la digestión y se adicionó Tween 80 como surfactante en una concentración de 0,1g/l. Se colocaron los tubos en baño termostático a 50ºC con agitación y, finalmente, se adicionaron las enzimas comerciales Sigma-Aldrich, celulasas de Trichoderma reesei y celobiasas de Aspergillus niger, en una concentración de 40FPU/g de celulosa. Se evaluó la producción de azúcares durante 72 horas.
Fermentación biológica
Se usaron levaduras comerciales a razón de 1% p/v. Se adicionaron nutrientes: (NH4 )2SO4 , KH2PO4 , K2HPO4 , MgSO4 .7H2O, CaCl2 , CuSO4 .5H2O, MnCl2 , ZnSO4 y CoCl2 . La fermentación se llevó a cabo a pH 4,7 en estufa de cultivo a 25°C durante 48h. La evaluación de esta etapa se realizó por cromatografía gaseosa del etanol producido.
No se realizó la destilación fraccionada para la separación del alcohol debido a que los volúmenes obtenidos fueron muy pequeños.
RESULTADOS Y DISCUSIÓN
Caracterización de las Materias Primas La composición química de la cascarilla de arroz, el aserrín de algarrobo negro original y el aserrín de algarrobo negro lavado se muestra en la Tabla 1
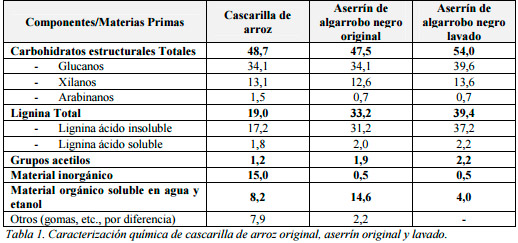 |
La concentración de glucanos es la que representa a la concentración de celulosa. Se expresa como glucanos ya que se determina a partir de los azúcares manométricos (glucosa) determinados por HPLC y utilizando el factor de corrección anhidra. La misma aclaración es válida para las hemicelulosas que son representadas por los xilanos, ya que la xilosa es el azúcar monomérico más abundante en hemicelulosas de cascarilla de arroz.
No se determinaron manosa ni galactosa, debido a que el sistema cormatográfico HPLC utilizado no cuantifica estos azúcares. Sin embargo, más adelante se comparan los resultados encontrados por otros autores y la composición se asemeja a la mostrada en la Tabla 1, lo que indicaría que estos componentes no están presentes en cascarilla de arroz o bien su concentración es desestimable. De hecho, Xiao y col. encontraron trazas de estos componentes (concentraciones menores a 0,6%) (Xiao et al., 2001).
La composición química compleja de la cascarilla de arroz representa una barrera adicional para la liberación de celulosa. Este residuo, en comparación con otros materiales lignocelulósicos, contiene relativamente bajas proporciones de lignina, pero posee elevados niveles de materiales inorgánicos y material orgánico soluble (aproximadamente 23% de la materia seca) (Fengel y Wegener, 1984). Según datos bibliográficos, la composición media de los residuos de arroz de la cosecha y el procesamiento (paja y cáscaras) es: celulosa (32-47%), hemicelulosas (19-27%) y lignina (5-24%) (Binod et al., 2010), mientras que la cáscara de arroz consiste en 36-40% de celulosa y hemicelulosas 12-19% (Benarjee, et al., 2009; Saha et al., 2005; Saha y Cotta, 2007; Saha y Cotta, 2008). También contienen grasas, gomas, alcaloides, resinas, aceites esenciales y otros componentes citoplásmicos (componentes solubles en agua), además de aproximadamente 12% de material inorgánico. Éstas se componen principalmente de sílice (80-90%), pero también de K2O, P2O5 (5%) CaO (4-1,2%), y de pequeñas cantidades de Mg, Fe y Na (Bevilaqua Balconi, 2010; Diel Rambo, 2009). Además, los resultados de la composición química de cascarilla de arroz, expuestos en la Tabla 1, se asemejan a los datos publicados por Hsu y colaboradores, quienes encontraron que la paja de arroz está formada por: glucosa (36,6%), xilosa (16,1%), lignina (14,9%) y alto contenido de material inorgánico (14,5%) compuesta principalmente por sílice (Hsu et al., 2010). Banerjee y colaboradores reportaron una mayor proporción de celulosa (42,2%), pero cantidades muy similares de los demás componentes (18,5% de hemicelulosas, 19,4% de lignina y 17,3% de material inorgánico) (Banerjee et al., 2009).
Respecto del aserrín de algarrobo, en la Tabla 1 se observa que el aserrín de algarrobo original tiene altos contenidos de sustancias extractivas que interfieren en su procesamiento. Por lo cual, se realizó el lavado con el objetivo de eliminar las sustancias extraíbles en agua caliente, ya que pueden interferir en las posteriores reacciones químicas (consumo de reactivos) y también pueden ser inhibidores de la producción de azúcares fermentables por hidrólisis enzimática. Al mismo tiempo, el lavado va acompañado del enriquecimiento del residuo lignocelulósico en los componentes de interés como los glucanos. Además, el material orgánico soluble se compone de sustancias de alto valor, que de esta manera podrían ser utilizadas para mejorar el balance económico en la producción de bioetanol a partir de residuos lignocelulósicos.
El proceso de lavado produjo la reducción de la proporción de sustancias extractivas de 14,61% a 4,00% en base seca. Pizzo y colaboradores encontraron que la composición aproximada de las sustancias extractivas del algarrobo negro es de 9,11% de extractos orgánicos, 5,17% de extraíbles acuosos, 2,70% de taninos, 5,28% de sustancias no tánicos, 10,22% de compuestos fenólicos y 0,08% de flavonoides (Pizzo et al., 2011). Según esta composición, aproximadamente el 4% de los componentes es insoluble en agua, lo que justifica la fracción que permaneció en el aserrín.
La composición de hidratos de carbono estructurales, lignina, material inorgánico y grupos acetilo del aserrín de algarrobo de Prosopis nigra (Tabla 1) es similar al de otras latifoliadas. Por ejemplo, Gupta y colaboradores informaron que Prosopis juliflora contiene aproximadamente el 66,20% de holocelulosa (47,50% de α-celulosa y 18,70% de pentosanos), 29,10% de lignina insoluble en ácido y 2,02% de material inorgánico (Gupta et al., 2009); Sassner y colaboradores encontraron que muestras de Salix sp. presentan un 41,4% de los glucanos, 15,0% de xilanos, 24,2% de lignina insoluble en ácido, 0,9% de material inorgánico y 2,9% de grupos acetilo (Sassner et al., 2008). Emmel y colaboradores reportaron 44,65% de celulosa, 15,33% de xilanos, 25,77% de lignina insoluble en ácido, 3,25% de material orgánico soluble en agua y 11,00% de compuestos no identificados (ácido 4-O-metilglucuronico y grupos acetilo) en Eucalyptus grandis (Emmel et al., 2003). Cabe aclarar que estos autores no informaron el contenido de manosa y galactosa.
Desarrollo del proceso completo de obtención de bioetanol a partir de cascarilla de arroz
A partir de la etapa de pretratamiento de cascarilla de arroz con solución ácida diluida de concentración 0,3%p/v de H2SO4 y calentamiento con vapor saturado a 5atm (152°C) durante 33min, se obtuvo un sólido con 52,8% de glucanos, 20% de material inorgánico y el porcentaje restante de lignina. Se realizó la hidrólisis enzimática del sólido pretratado húmedo con enzimas celulasas y celobiasas. En la Figura 1 se muestra el grado de conversión de la reacción de hidrólisis enzimática de cascarilla de arroz tratada y sin tratar, en función del tiempo de reacción. El grado de conversión se calculó como la relación entre la glucosa producida por la reacción de hidrólisis enzimática y la glucosa (componente de la celulosa) disponible en el sólido.
 |
En la Figura 1 se puede observar que la conversión de cascarilla de arroz tratada fue mucho mayor que el de la cascarilla de arroz sin tratar. Además, en el caso de cascarilla tratada la reacción podría extenderse más tiempo para lograr mayores conversiones, según la función logarítmica que se muestra en la Figura 1.
En cambio el progreso de la hidrólisis enzimática de cascarilla sin tratar se detiene alrededor de las 20 horas y posteriormente desciende debido a la aparición de ácido láctico. Los datos de las primeras 28 horas de reacción se ajustaron según la ecuación logarítmica que se muestra en la Figura 1. La hidrólisis enzimática de la cascarilla de arroz tratada logró un 55,7% de conversión máxima a las 72h, mientras que la cascarilla sin tratar alcanzó un 19,7% a las 20h y luego disminuyó hasta 6,9% a las 44h.
La superficie accesible a las enzimas es muy limitada en el caso de la cascarilla sin tratar y ocurre lo contrario en la cascarilla tratada donde el proceso de pretratamiento aumentó el área disponible para el ataque enzimático. A pesar de lograr importantes avances con la etapa de pretratamiento la conversión no fue completa y esto pudo deberse a la presencia de lignina y material inorgánico, que pueden provocar la desactivación de las enzimas, ya que la lignina limita la eficiencia de la hidrólisis debido a la absorción irreversible de las celulasas y además actúa como una barrera que impide el ataque de las enzimas a la celulosa (Yang et al., 2011; Van Dyk y Pletschke, 2012).
Además, durante la hidrólisis enzimática se forman oligosacáridos, disacáridos y monómeros que pueden causar la inhibición de las enzimas y cuando éstos se encuentran en concentraciones altas pueden tener un efecto negativo en la eficiencia de la hidrólisis (Van Dyk y Pletschke, 2012). De acuerdo con Garcia-Aparicio y colaboradores, la inhibición a los azúcares tiene mayor impacto que la debido a los productos de descomposición del pretratamiento de explosión de vapor (Garcia-Aparicio et al., 2006). Al mismo tiempo, es conocido que las enzimas son inhibidas por el producto de su acción, es decir, las celulasas son inhibidas por la celobiosa (Gruno et al., 2003), mientras que las β-glucosidasas son inhibidas por la glucosa (Andric et al., 2010).
También se debe tener en cuenta que a medida que transcurre el proceso de sacarificación aumenta la viscosidad del medio lo que dificulta la mezcla y la movilidad de las enzimas (Rosgaard et al., 2007).
El sólido residual de la hidrólisis enzimática de la cascarilla de arroz pretratada presentó 22,0% de glucanos en base seca, es decir que disminuyó en un 57,7% respecto de la concentración inicial (52%). En cambio, el sólido residual de la hidrólisis enzimática de la cascarilla de arroz original exhibió 25,1% de glucanos en base seca, este valor es solo un 26,5% menor al valor de partida (34,1%).
Los hidrolizados productos de las hidrólisis enzimáticas de la cascarilla de arroz tratada y original se fermentaron y los rendimientos fueron aproximadamente del 100% en ambos casos a las 72h. Estos resultados fueron los esperados, ya que se establecieron previamente las condiciones óptimas y además, la concentración de alcohol es baja por lo que el efecto de la inhibición por la formación del producto no tuvo lugar. Sin embargo, a las diez horas de fermentación se tuvo el 32% de conversión para el hidrolizado del sólido pretratado y aproximadamente el 100% para el hidrolizado del sólido original, esto es debido a que en el segundo caso el azúcar disponible para la fermentación es mínima (menor a 2,5g/l).
Desarrollo del proceso completo de obtención de bioetanol a partir de aserrín de algarrobo
A partir de la etapa de pretratamiento de aserrín de algarrobo con solución ácida diluida de concentración 1,2%p/v de H2SO4 y calentamiento con vapor saturado a 5atm (152°C) durante 10,2min se obtuvo un sólido con 51,2% de glucanos, 0,5% de inorgánicos y el porcentaje restante de lignina. Se realizó la hidrólisis enzimática del sólido pretratado húmedo con enzimas celulasas y celobiasas.
En la Figura 2 se muestra el grado de conversión de la reacción de hidrólisis enzimática de aserrín de algarrobo tratado y sin tratar a partir de la cuantificación de la glucosa producida por hidrólisis enzimática de la celulosa disponible en función al tiempo de reacción.
 |
Se puede observar en la Figura 2 que la conversión de aserrín de algarrobo tratado fue mucho mayor que el del aserrín de algarrobo sin tratar. Además, en el caso del aserrín de algarrobo tratado, la reacción podría extenderse más tiempo para lograr mayores conversiones, según la función logarítmica que se muestra en la Figura 2. Mientras que, el progreso de la hidrólisis enzimática de aserrín de algarrobo original es mínimo a partir de las 20 horas de reacción y los datos se ajustaron según la ecuación logarítmica que se muestra en la Figura 2.
La hidrólisis enzimática del aserrín de algarrobo tratado logró un 41,5% de conversión máxima, mientras que el aserrín de algarrobo sin tratar alcanzó un 9,6%, ambos a las 72h.
A pesar que se mejoró el rendimiento de la hidrólisis enzimática debido al pretratamiento, su valor continúa siendo bajo debido a lo ya discutido para la cascarilla de arroz. Además, comparando los resultados obtenidos de las hidrólisis enzimáticas de cascarilla de arroz y aserrín de algarrobo, queda en evidencia que la lignina limita la eficiencia de la hidrólisis enzimática, ya que a pesar de que ambas materias primas están formadas por aproximadamente la misma proporción de glucanos, el aserrín de algarrobo posee cerca del 50% de lignina mientras que la cascarilla presenta aproximadamente un 30% (Van Dyk y Pletschke, 2012). De hecho, Dijkerman y colaboradores establecieron una correlación entre el porcentaje de lignina y la glucosa producida a partir de sustratos lignocelulósicos, evidenciando que la lignina tiene efecto sobre el rendimiento de la hidrólisis enzimática (Dijkerman et al. 1997)
El sólido residual de la hidrólisis enzimática de aserrín de algarrobo pretratado presentó 16,4% de glucanos en base seca, es decir que disminuyó en un 67,8% respecto de la concentración inicial (51%) y el sólido residual de la hidrólisis enzimática de aserrín de algarrobo original exhibió 24,8% de glucanos en base seca, un 27,3% menos que el valor de partida (34,1%).
Los hidrolizados productos de las hidrólisis enzimáticas del aserrín de algarrobo tratado y original se fermentaron y al igual que lo ocurrido en los fermentados de cascarilla de arroz, los rendimientos fueron aproximadamente del 100% en ambos casos. A las 10 horas de fermentación se tuvo el 30% de conversión para el hidrolizado del sólido pretratado y aproximadamente el 100% para el hidrolizado del sólido original, debido a que en el segundo caso la concentración de glucosa disponible es muy baja (menor a 2,5g/l).
CONCLUSIONES
En el desarrollo del proceso completo de obtención de bioetanol a partir de cascarilla de arroz y aserrín de algarrobo se realizó una etapa de pretratamiento con solución ácida diluida de H2SO4 y calentamiento con vapor saturado a 5atm (152°C) que condujo a un sólido con 52,8% de glucanos, 20% de cenizas y el porcentaje restante de lignina para el caso de cascarilla de arroz y un sólido con 51,2% de glucanos, 0,5% de cenizas y el porcentaje restante de lignina para aserrín de algarrobo. La hidrólisis enzimática del sólido tratado de cascarilla de arroz alcanzó un 55,7% de conversión máxima a las 72h, mientras que la conversión alcanzada en el material sin pretratamiento fue solo de un 19,7% a las 20h y luego disminuyó hasta 6,9% a las 44h. En el caso de aserrín de algarrobo la hidrólisis enzimática del sólido tratado alcanzó un 41,5% de conversión máxima, mientras que el aserrín sin tratar alcanzó un 9,6%, ambos a las 72h Por último, los rendimientos de la fermentación fueron cercanos al 100% en todos los casos.
En ambos casos, cascarilla de arroz y aserrín de algarrobo, pudo comprobarse que es necesaria una etapa de pretratamiento para aumentar la accesibilidad de las enzimas en la etapa de hidrólisis.
REFERENCIAS
- Alvira, P., Tomás-Pejó, E., Ballesteros, M., Negro, M.J., (2010). Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: a review. Bioresource Technology 101, 4851-4861.
- Andric, P., A. S. Meyer, P. A. Jensen, y K. Dam-Johansen (2010). Reactor design forminimizing product inhibition during enzymatic lignocellulose hydrolysis: I. Significance and mechanism of cellobiose and glucose inhibition on cellulolytic enzymes. Biotechnology Advances 28, 3, 308-324.
- Banerjee, S., Sen, R., Pandey, R., Chakrabarti, T., Satpute, D., Giri, B., Mudliar, S. (2009). Evaluation of wet air oxidation as a pretreatment strategy for bioethanol production from rice husk and process optimization. Biomass and Bioenergy 33, 12, 1680-1686.
- Bertini, D.M. (2013). Balance energético de la producción primaria e industrialización del topinambur. Mgter. Tesis en Ciencias en Energías Renovables, Universidad Tecnológica Nacional.
- Bevilaqua Balconi, D. (2010). Production of levulynic acid trough acid hydrolysis of rice husk. Mgter Thesis, University Federal de Santa Maria, Centro de Ciencias Naturales y Exactas, Brasil.
- Binod, P., Sindhu, R., Singhania, R., Vikram, S., Devi, L., Nagalakshmi, S., Kurien, N., Sukumaran, R.; Pandey, A. (2010).
- Bioethanol production from rice straw: An overview. Bioresource Technology 101, 13, 4767-4774.
- Cárdenas, G. J. (2011) Matriz energética argentina.Situación actual y posibilidades de diversificación. Revista de la Bolsa de Comercio de Rosario 1514.
- Cotana, F., G. Cavalaglio, M. Gelosia, A. Nicolini, V. Coccia, y A. Petrozzia (2014). Production of bioethanol in a second generation prototype from pine wood chips. Energy Procedia 45, 42-51.
- Dagnino, E. P., E. R. Chamorro, S. D. Romano, F. E. Felissia, y M. C. Area (2013). Optimization of the pretreatment of Prosopis nigra sawdust for the production of fermentable sugars. BioResources 8, 1, 499-514.
- Dagnino, E. P., R. E. Chamorro, S. D. Romano, F. E. Felissia, and M. C. Area (2013). Optimization of the acid pretreatment step of rice hulls for bioethanol production. Industrial Crops and Products 42, 363-368.
- Diel Rambo, M. K. (2009). Use of rice husk for xylitol and silica gel production. Mgter. Thesis. , University Federal de Santa Maria, Centro de Ciencias Naturales y Exactas, Brasil.
- Dijkerman, R., D. C. Bhansing, H. J. Op den Camp, C. van der Drift, y G. D. Vogels (1997). Degradation of structural polysaccharides by the plant cell-wall degrading enzyme system from anaerobic fungi: and application study. Enzyme Microbiology and Technology 21, 12,, 130-136.
- Donato, L. B.y Huerga, I.R. (2009) Bioenergía, Balance energético propiamente dicho. idia XXI, Año IX, 12, 49-54.
- Emmel, A., A.L. Mathias, F. Wypych, y L. P. Ramos (2003). Fractionation of Eucalyptus grandis chips by dilute acidcatalysed steam explosion. Bioresource Technology 86, 2, 105-115.
- Fengel, D., y G. Wegener. Wood: Chemistry, Ultrastructure, Reactions. Berlin: De Gruyter, 1984.
- Galbe, M., Zacchi, G., (2012). Pretreatment: the key to efficient utilization of lignocellulosic materials. Biomass Bioenergy 46, 70-78.
- García, A., M. González Alriols, y J. Labidi (2014). Evaluation of different lignocellulosic raw materials as potential alternative feedstocks in biorefinery processes. Industrial Crops and Products 53, 102-110.
- Garcia-Aparicio, M. P., I. Ballesteros, A. Gonzalez, J. M. Oliva, M. Ballesteros, y M. J. Negro (2006). Effect of inhibitors released during steam-explosion pretreatment of barley straw on enzymatic hydrolysis. Applied Biochemistry and Biotechnology 218, 88, 129-132.
- Ghose, T.K. (1982) Measurement of cellulase activities. Pure & Applied Chemistry 59, 2, 257-268.
- Gruno, M., P. Valjamae, G. Pettersson, y Johansson G (2003). Inhibition of the Trichoderma reesei cellulase by the cellobiose is strongly dependent on the nature of the substrate. Biotechnology and Bioengineering 86, 5, 503-511.
- Gupta, R., Kant Sharma, K., y R. C. Kuhad (2009). Separate hydrolysis and fermentation (SHF) of Prosopis juliflora, woody substrate, for the production of cellulosic ethanol by Saccharomyces cerevisiae and Pichia stipitis-NCIM 3498. Bioresource Technology 100, 3, 1214-1220.
- Hames, B., R. Ruiz, C. Scarlata, A. Sluiter, J. Sluiter, y D. Templeton (2005). Preparation of Samples for compositional Analysis. Laboratory Analytical Procedures, National Renewable Energy Laboratory NREL/TP-510-42620.
- Hsu, T., G. Guo, W. Chen, y W. Hwang (2010). Effect of dilute acid pretreatment of rice straw on structural properties and enzymatic hydrolysis. Bioresource Technology 101, 13, 4907-4913.
- Pizzo, B., C.L. Pometti, J.P. Charpentier, N. Boizot, y B.O. Saidman. (2011) Relationships involving several types of extractives of five native argentine wood species of genera Prosopis and Acacia. Industrial Crops and Products 34, 13, 851- 859.
- Rosgaard, L., P. Andric, K. Dam-Johansen, S. Pedersen, yA. S. Meyer (2007). Effects of substrate loading on enzymatic hydrolysis and viscosity of pretreated barley straw. Applied Biochemistry and Biotechnology 143, 11, 27-40.
- Saha, B.C, and M.A. Cotta. (2008). Lime pretreatment, enzymatic saccharification and fermentation of rice hulls to ethanol. Biomass and Bioenergy 32, 10, 971-977.
- Saha, B.C., y M.A. Cotta (2007). Enzymatic saccharification and fermentation of alkaline peroxide pretreated rice hulls to etanol. Enzyme and Microbial Technology 41, 4, 528-532.
- Saha, B.C., L.B. Iten, M. A. Cotta,y Y.V. Wu. (2005). Dilute acid pretreatment, enzymatic saccharification and fermentation of wheat straw to ethanol. Process Biochemistry 40, 12, 3693-3700.
- Sassner, P., C.G. Martensson, M. Galbe, y G. Zacchi (2008). Steam pretreatment of H2SO4 -impregnated Salix for the production of bioethanol. Bioresource Technology 39, 4, 137-145.
- Scacchi, C.C.O., González-García, S., Caserini, S. y Rigamonti, L. (2010). Greenhouse gases emissions and energy use of wheat grain-based bioethanol fuel blends. Science of the Total Environment 408, 5010-5018
- Selig, M., N. Weiss, y Y. Ji (2008). Enzymatic Saccharification of Lignocellulosic Biomass. Laboratory Analytical
Procedure, National Renewable Energy Laboratory NREL/TP-510-42619. - Sims, R. E., W. Mabee, J. N. Saddler, y M. Taylor. (2010). An overview of second generation biofuel technologies. Bioresource Technology 101, 6 1570-1580.
- Sluiter, A., B. Hames, R. Ruiz, C. Scarlata, J. Sluiter, y D. (2005). Templeton. Determination of Ash in Biomass. Laboratory Analytical Procedures, National Renewable Energy Laboratory NREL/TP-510-42622.
- Sluiter, A., Hames, B., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D., Crocker, D. (2008) Determination of Structural Carbohydrates and Lignin in Biomass. Laboratory Analytical Procedures, National Renewable Laboratory NREL/LP-510- 42618.
- Sluiter, A., Hames, B., Hyman, D., Payne, C., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D., Wolfe, J. (2008). Determination of Total Solids in liomass and Total Dissolved Solids in Liquid Process Samples. Laboratory Analytical Procedures, National Renewable Energy Laboratory NREL/TP-510-42621.
- Sluiter, A., R. Ruiz, C. Scarlata, J. Sluiter, y D. Templeton (2005). Determination of Extractives in biomass. Laboratory Analytical Procedures, National Renewable Energy Laboratory NREL/LP-510-42619.
- Taherzadeh, M.J., y K. Karimi (2007). Enzyme-based hydrolysis processes for ethanol from lignocellulosic materials: a review. BioResources 2, 4, 707-738.
- Van Dyk, J. S., B. I. Pletschke (2012). A review of lignocellulose bioconversion using enzymatic hydrolysis and synergistic cooperation between enzymes—Factors affecting enzymes, conversion and synergy. Biotechnology Advances 30, 6, 1458- 1480.
- Xiao, B., X.F. Sun, y RunCang Sun (2001). Chemical, structural, and thermal characterizations of alkali-solublelignins and hemicelluloses, and cellulose from maize stems,rye straw, and rice straw. Polymer Degradation and Stability 74, 2, 307-319.
- Yang, B., Z. Dai, Z. Ding, y C. E. Wyman (2011). Enzymatic hydrolysis of cellulosic biomass. Biofuels 2, 4, 421-449.
Por: Eliana P. Dagnino1 , Ester R. Chamorro1 , Fernando E. Felissia2 , María C. Area2
1- Centro UTN de investigación en Química Orgánica Biológica, Facultad Regional Resistencia, Universidad Tecnológica Nacional, Chaco, Argentina.
2- Programa de Celulosa y Papel, Instituto de Materiales de Misiones, IMAM (UNaM-CONICET), Posadas, Argentina.
Fuente: Asades – Avances en Energías Renovables y Medio Ambiente