|
¿Qué son los materiales curados con UV/EB?
|
|
|
| Los materiales UV y EB se curan (polimerizan) cuando quedan expuestos a la energía radiante UV y EB, respectivamente. Virtualmente todos los componentes de una formulación UV/EB se convierten en una parte sólida de un revestimiento, tinta o adhesivo curado. Por lo general, sólo pueden emitirse pequeñas cantidades de VOC. Para los materiales UV/EB, el curado significa la interacción de moléculas líquidas (monómeros, oligómeros y fotoiniciadores) para formar polímeros. Este proceso de curado se conoce como polimerización. Forma largas cadenas moleculares que son la columna vertebral de carbono para una molécula de polímero. Después de la polimerización, el material curado con UV/EB es un sólido, que consta de pigmentos y moléculas de polímeros que podrían enredarse entre sí e interconectarse mediante entrecruzamientos.
Los revestimientos, tintas y adhesivos convencionales, transportados por VOC/solventes y por el agua, utilizan la energía térmica para evaporar los componentes volátiles (es decir, solvente orgánico VOC y/o agua) y para curarse. Como resultado de ello, la mayoría de los volátiles en un revestimiento, tinta o adhesivo convencional es emitida a un dispositivo de control o a la atmósfera. Sólo la parte no volátil restante de un material convencional en realidad se cura para formar un revestimiento, impresión o adhesivo final que permanece en el sustrato. Podría ocurrir algún grado de polimerización durante el curado de un material convencional. La cantidad de polimerización que ocurre durante el cuadro de un material convencional (en oposición a la polimerización/formación de prepolímeros que ocurre durante el proceso de fabricación de la pintura/tinta/adhesivo) varía según el tipo de material. Por ejemplo, no ocurre virtualmente ningún tipo de polimerización al curar una laca convencional; sin embargo, la polimerización sería un proceso crítico al curar un uretano, epoxido o acrílico convencional.
Dado que probablemente esté más familiarizado con los revestimientos, tintas t adhesivos convencionales y la manera de usarlos, podría resultar útil comparar los materiales UV/EB con los materiales convencionales. Por lo tanto, a continuación revisaremos cómo funcionan los sistemas convencionales de revestimientos, tintas y adhesivos antes de proseguir con los revestimientos, tintas y adhesivos UV/EB.
Revisión de revestimientos, tintas y adhesivos convencionales
Los revestimientos, tintas y adhesivos convencionales, basados en aceite/solventes y transportados por el agua, son sistemas evaporativos. Utilizan monómeros apropiados parcialmente prepolimerizados (alquido, acrílico, epoxi, silicona, etc.) y pigmentos dispersos en un solvente. Estos prepolímeros deben polimerizarse aún más y entrecruzarse durante el curado para convertirse en sólidos.
Los prepolímeros convencionales se forman por una reacción de condensación química a temperaturas elevadas. Esta reacción ocurre en una planta química o en una instalación de fabricación de revestimientos, tintas o adhesivos, y no durante el curado. Inmediatamente antes de que el prepolímero se alargue lo suficiente para formar un coágulo, la temperatura se reduce y el prepolímero se dispersa en un solvente orgánico o en agua. El solvente orgánico por lo general es un VOC y con frecuencia es responsable de más de la mitad del volumen del revestimiento líquido. El agua es responsable de cuna fracción similar del volumen de los revestimientos en base de agua. Algunos revestimientos convencionales incluso contienen HAP.
Cuando los materiales convencionales se aplican y el solvente orgánico y agua se evapora, las moléculas de resina prepolimerizada pueden entrar en contacto entre sí. La solidificación del revestimiento ocurre a medida que el prepolímero continúa su proceso de polimerización mediante una reacción química. Éste es un proceso relativamente lento porque la temperatura es ahora mucho más baja que el valor que tenía durante la prepolimerización y, de hecho, es un proceso que nunca acaba. Tal vez usted podría haber observado que las pinturas convencionales se espesan en almacenamiento (aún sin evaporación), cambian el acabado de su superficie y se encogen al cabo de un período de varios años.
Para el caso de las lacas, el solvente puede ser mucho más de la mitad del volumen final del revestimiento en el momento de la aplicación. Las lacas simplemente se solidifican al evaporarse el solvente. Están mucho más cerca de una polimerización completa durante su fabricación que los demás revestimientos convencionales, y no se necesita una posterior polimerización cuando son aplicadas. Sin embargo, no existe entrecruzamiento y se funden o dañan fácilmente. Se encogen por pérdida de solvente y no como consecuencia de una posterior polimerización.
Los materiales convencionales deben aplicarse con suficiente flujo de aire (ventilación) para mantener la concentración del solvente en aire por debajo de una cuarta parte del Lower Explosive Limit (LEL, límite explosivo inferior). Esto es lo que requiere la National Fire Protection Association (NFPA, asociación nacional de protección contra incendios) y la Occupational Safety and Health Administration (OSHA, administración de seguridad y salud ocupacional). Para aplicaciones por pulverización, se requiere un flujo de aire de 100 feet per minute (fpm, pies por minuto) o de 60 fpm (para la deposición electrostática) a través del área en la que se generan los vapores. Además de las cuestiones de seguridad relacionadas con explosiones/incendios, también hay cuestiones de efectos en la salud de los seres humanos que respiren los vapores del solvente.
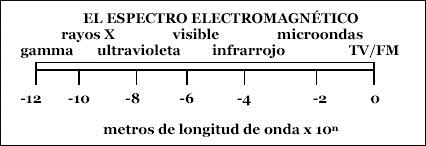
Los materiales convencionales utilizan la infrared radiation (IR, energía radiante infrarroja) (es decir, el calor) para curarse. La energía IR es emitida naturalmente desde todos los elementos. Se trata de una radiación electromagnética con una longitud de onda entre 1000 nm y 11,000 nm. La luz visible es una radiación electromagnética con longitudes de onda de 400 nm a 700 nm. Las microondas son radiación electromagnética con longitudes de onda en metros (vea la Figura 1). La energía IR se detecta como calor radiante y su longitud de onda depende de la temperatura. Se utiliza calor para evaporar el solvente orgánico o el agua y para acelerar la polimerización.
A temperaturas ambiente, la evaporación y la polimerización pueden demorar desde varias horas hasta varios días. Los hornos térmicos pueden reducir el tiempo de evaporación y polimerización a unos pocos minutos. Sin embargo, los hornos térmicos son voluminosos, ocupan una cantidad considerable de espacio en el suelo, y consumen cantidades grandes de energía porque deben calentar el flujo del aire a través del horno, además de calentar el revestimiento, tinta o adhesivo y el sustrato.
|
|
|
| |
|
Figura 1:
Dominios generales del espectro electromagnético desde radiación gamma hasta longitudes de onda de televisión y frequency modulated (FM, modulado por frecuencia)
|
| |
|
Revestimientos, tintas y adhesivos curados con UV/EB vs. convencionales
Los materiales UV/EB constan de pigmentos y los mismos monómeros y oligómeros que reaccionan para formar polímeros en los revestimientos convencionales, pero sin estar sujetos a la prepolimerización. Los oligómeros se crean uniendo de 3 a 5 moléculas de monómero, pero esto no debe confundirse con la prepolimerización. Los grupos acrílicos o los grupos de éteres vinílicos se hacen reaccionar con moléculas de monómeros y/u oligómeros en un material UV/EB, y se convierten en ramas laterales o grupos pendientes de la columna vertebral de carbono. Se los conoce como grupos funcionales porque son los más reactivos y, por tanto, requieren menos aumento de energía para polimerizar monómeros y oligómeros. Asimismo, se utilizan para lograr las propiedades y el entrecruzamiento deseados entre las cadenas de polímeros.
La polimerización es en realidad una reacción en cadena, en la cual se agregan monómeros u oligómeros a una columna vertebral de átomos de carbono. Cada molécula de monómero u olígómero se agrega como otro eslabón en la cadena, o como otra vértebra en la columna vertebral de carbono. Una cadena de polímeros puede tener una longitud de miles de moléculas monómeros u oligómeros.
Para los materiales UV/EB, la polimerización en realidad es iniciada por un compuesto incluido en la formulación, denominado fotoiniciador. Un fotoiniciador absorbe energía radiante UV/EB y forma radicales libres o cationes y aniones. Hasta que un fotoiniciador reciba energía radiante UV/EB, un material curado con UV/EB no tiene suficiente energía para iniciar y completar la polimerización. Al absorber la energía UV/EB, las moléculas de fotoiniciador tienen suficiente energía como para separarse en radicales libres o en cationes y aniones. Estos radicales libres y cationes son lo suficientemente energéticos como para crear un polímero a partir de los monómeros y oligómeros.
Los radicales libres producen una reacción muy rápida que ocurre casi inmediatamente y, para todos los fines prácticos, llega a completarse. Esto resulta en un revestimiento, tinta o adhesivo acabado (curado) que está casi completamente polimerizado y prácticamente deja de seguir polimerizándose. Sólo las cantidades en traza de monómeros, oligómeros y fotoiniciadores permanecen atrapadas dentro del polímero después de una reacción por radicales libres. Con el tiempo, estas cantidades en traza podrían reaccionar entre sí a medida que se difunden a través del polímero. Sin embargo, esto ocurre muy lentamente.
Cuando se forman cationes (ácidos de Bronsted o Lewis), generan más iones al romper espontáneamente otras moléculas de foto-iniciador. Estos cationes también inician una polimerización que puede extenderse, incluso en ausencia de energía radiante UV/EB, después de que el material curado con UV/EB haya recibido suficiente energía radiante como para iniciar la polimerización. Estos fotoiniciadores catiónicos causan que la polimerización ocurra algo más lentamente; es decir, la polimerización ocurre en un lapso de varios segundos. Por otra parte, por ser un proceso químico, la polimerización catiónica puede completarse en la oscuridad (sin energía radiante UV/EB) una vez que haya comenzado.
En 1991, los materiales UV/EB usaban componentes volátiles, pero éstos ya no son necesarios ni se utilizan. Los materiales UV/EB raras veces utilizan solventes. La única excepción es para reducir la viscosidad y permitir la aplicación de una mano más delgada (lo que sucede habitualmente con los adhesivos) o para facilitar el revestimiento por pulverización. Incluso cuando se utiliza un solvente con un material UV/EB, la cantidad de solvente y, por tanto, la cantidad de emisiones VOC por lo general son mucho menores que lo que sucede los materiales convencionales. En el caso típico en que no se usa un solvente, sólo podrían emitirse volátiles de curado entre un 1 a un 10% del peso de la película aplicada. Por lo general, los volátiles de curado son de menos del 5%. En este nivel, las emisiones incontroladas no son peores que aquellas de una operación convencional equipada con una muy buena tecnología de captura y control de las emisiones. Sin embargo, no se necesita ni utiliza ningún tipo de tecnología de control con los materiales UV/EB. |
|
|
|
¿Dónde se utilizan los materiales curados con UV/EB?
|
| |
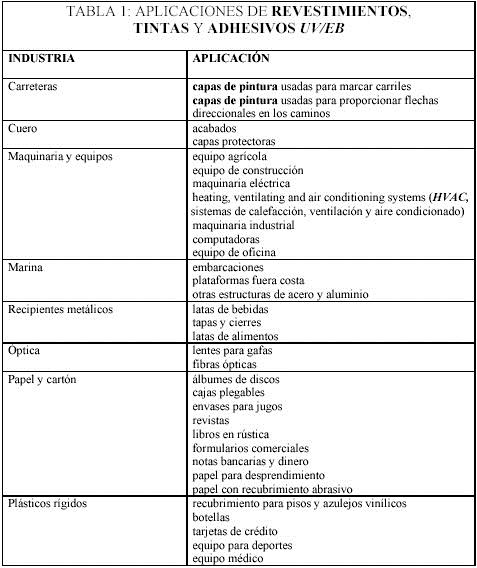
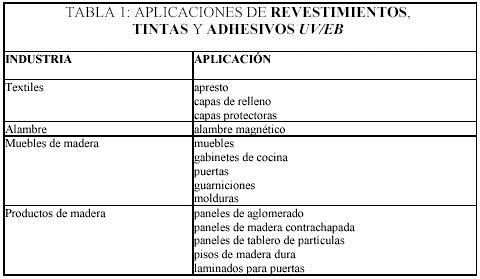
Los revestimientos, tintas y adhesivos UV/EB se utilizan en una variedad de aplicaciones tales como tintas de impresión, barnices de sobreimpresión, revestimientos de desmoldar, imprimadores, pinturas pigmentadas, capas protectoras transparentes, revestimientos de adhesión para cinta magnética, adhesión para abrasivos, encapsulados, adhesivos sensibles a la presión y adhesivos de unión permanente. La lista de aplicaciones sigue creciendo, por lo que no debe considerarse completa a inguna lista estática de aplicaciones. No obstante ello, a fin de apreciar el grado al cual se está aplicando la tecnología UV/EB, se suministra una lista de aplicaciones UV/EB compilado por Envirosense y del RadTech UV/EB-Curing Primer en la Tabla 1. También se pueden encontrar ejemplos de aplicaciones de materiales UV/EB en el Apéndice B.
|
|
|
|
¿Las formulaciones de UV/EB utilizan resinas convencionales?
|
| |
|
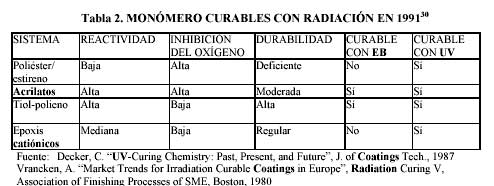
Todos los revestimientos, tintas y adhesivos (es decir, transportados por solvente, transportados por agua o curados con UV/EB), independientemente del método de curado, utilizan básicamente las mismas resinas. No obstante ella, las resinas usadas con los materiales curados con UV/EB han sido modificadas por la inclusión de grupos funcionales y fotoiniciadores que disparan la polimerización. Para los materiales UV/EB, se han obtenido diferentes propiedades de rendimiento al usar acrílicos, metacrilatos, epoxis, poliésteres, polioles, glicoles, siliconas, uretanos, éteres vinílicos, y combinaciones de éstos. Se pueden mezclar entre sí monómeros u oligómeros estructuralmente diferentes para ajustar las propiedades del polímero final. La composición de una formulación por lo general se considera patentada y, por tanto, habitualmente se la conoce mediante un nombre comercial que normalmente no revela su composición. La Tabla 2 muestra monómeros y oligómeros que estaban disponibles en 1991. Se incluyen grupos funcionales de acrílicos o éteres vinílicos en estos monómeros para permitirles ser curados mediante energía radiante UV/EB.
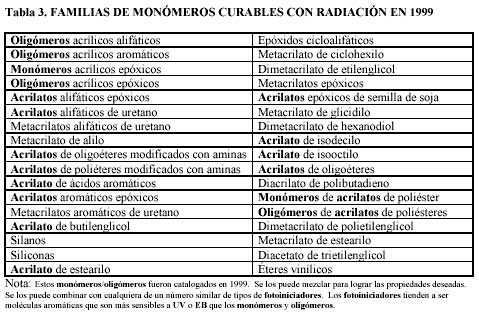
La lista de monómeros y oligómeros ha crecido bastante para 1999. Vea la Tabla 3. Este listado es por tipos genéricos. Las formulaciones reales están compuestos de estos tipos de compuestos en una mezcla patentada. La mezcla será identificada por un nombre comercial que no dará pauta alguna con respecto a sus elementos constituyentes.
|
|
|
| |
|
¿Cómo se curan los materiales UV/EB?
|
| |
|
Los materiales UV/EB se curan (cambian de estado líquido a estado sólido) mediante una reacción compuesta por procesos de polimerización y entrecruzamiento. Los materiales curados con UV necesitan la energía radiante UV para polimerizar los monómeros y oligómeros a fin de formar un compuesto sólido. Los materiales curados con EB necesitan la energía radiante EB para polimerizar los monómeros y oligómeros a fin de formar un compuesto sólido. Existen muchos mecanismos de polimerización; sin embargo, en la actualidad sólo se utilizan dos mecanismos de polimerización para curar los materiales UV/EB: la polimerización por radicales libres y la polimerización catiónica. Un material UV curado por radicales libres debe ser muy delgado, limpio o ambos a fin de permitir que penetren cantidades suficientes de energía radiante UV a través de todo el material. Un material EB curado por radicales libres puede estar rellenado y pigmentado, y puede ser más grueso, porque la energía EB penetra más que la UV. Los fotoiniciadores catiónicos, después de la exposición a energía UV/EB, espontáneamente forman cationes que activan una posterior polimerización catiónica. Una vez iniciada la polimerización catiónica, las reacciones catiónicas pueden completar la polimerización produciendo materiales opacos más gruesos, o incluso la reacción puede finalizarse en la oscuridad (es decir, una vez interrumpida la exposición a la energía radiante).
En la polimerización por radicales libres, un monómero u olígómero se une con un radical libre y, en efecto, forma un radical libre más grande. Este radical libre más grande luego actúa sobre otro monómero u olígómero y forma una molécula incluso más grande, y así sucesivamente. El proceso es una reacción en cadena (otro término usado por los químicos y físicos para indicar una reacción que continúa), que no tiene fin hasta que se termine una molécula de polímero. La terminación ocurre cuando una cadena de polímero se une al extremo de otra cadena de polímero, un átomo de oxígeno reacciona con el extremo de una cadena o una polimerización se ha completado tanto que no hay más reactivos disponibles.
|
| |
|
|
| |
|
La polimerización catiónica es un proceso iónico que no está inhibido por el oxígeno y, por tanto, puede curarse al aire sin un recubriente de nitrógeno. La polimerización catiónica continuará después de interrumpirse la exposición a la fuente de energía radiante UV/EB. Por lo tanto, las únicas preocupaciones son iniciar la polimerización catiónica y almacenar el producto durante unos pocos segundos para permitir que se complete el curado.
Las moléculas de monómeros y oligómeros UV/EB tienen grupos funcionales que se conectan al costado de una cadena de carbono. También se conocen como grupos pendientes. Los grupos pendientes ayudan en reducir la energía que se debe agregar para lograr la polimerización y formar los entrecruzamientos. Los entrecruzamientos interconectan las cadenas de carbono y, como resultado de ello, brindan una mayor resistencia mecánica, resistencia a la abrasión, mayores temperaturas de ablandamiento, y mayor resistencia a los daños.
La polimerización y el entrecruzamiento son los procesos críticos que tienen lugar al curarse un material UV/EB. El curado por radicales libres es muy rápido y puede llegar a completarse en un milisegundo o menos. El curado catiónico es más lento y podría demorar varios segundos para llegar a completarse. Afortunadamente, los cationes son más estables que los radicales libres y perduran mucho más.
Las moléculas de monómero y olígómero son inicialmente lo suficientemente cortas como para ser móviles y, por lo tanto, se encuentran en estado líquido. A medida que progresa la polimerización, las cadenas de polímero crecen en longitud, resultan menos móviles y forman un gel. En el estado de gelatina, un polímero se solidifica, pero no tiene una resistencia mecánica significativa. A medida que continúa la polimerización, ocurre el entre-cruzamiento y el polímero adquiere una mayor resistencia mecánica. Un material es completamente curado una vez virtualmente completados los procesos de polimerización y entrecruzamiento.
|
| |
|
¿Los materiales curados con UV/EB necesitan equipos especiales?
|
| |
|
En su gran mayoría, el mismo equipo que se emplea para aplicar revestimientos, tintas y adhesivos convencionales puede usarse para aplicar materiales curados con UV/EB, aunque se podrían ajustar de manera diferente. La única diferencia importante es cómo se curan estos materiales.
Unidades de curado
Las unidades de curado con UV contienen una o más lámparas de UV, un reflector para cada lámpara, un medio de disipar el calor de las lámparas (que puede ser mediante el flujo de aire de ventilación), y blindaje para proteger a las personas contra exposición a la radiación UV. Todos los
fabricantes de unidades de curado con UV ahora incluyen el blindaje como parte integral de la unidad de curado.
Una unidad de curado con EB contiene un generador de haces de electrones y blindaje para atenuar los rayos X que son generados durante el proceso de curado. Una unidad de curado con EB es más pesada y más grande que una unidad de curado con UV porque tiene un blindaje más masivo para absorber los rayos X. Todos los fabricantes de unidades de curado con EB incluyen este tipo de blindaje como parte integral de la unidad de curado.
Para las unidades de curado con UV/EB, las tasas de producción se determinan por la composición y el grosor aplicado del material curado con UV/EB, la intensidad de la energía radiante en la unidad de curado y la cantidad de radiación absorbida. Los materiales UV/EB se curan casi instantáneamente al cabo de unos pocos segundos al estar expuestos a la energía radiante apropiada. En comparación con los secadores térmicos usados con las aplicaciones de revestimientos, tintas y adhesivos convencionales, las unidades de curado con UV/EB permiten un 75 a un 90% de ahorro en energía, un 50 a un 75% de ahorro en espacio en el suelo, y además tasas de producción más altas.
En contraste, para las aplicaciones de revestimientos, tintas y adhesivos convencionales, se utiliza un horno térmico para realizar la vaporización rápida del solvente orgánico o agua, y para endurecer/curar el material aplicado lo suficiente como para permitir su manipulación.
El horno se aísla para minimizar las pérdidas de calor (con excepción de la transmisión de calor al flujo de aire que lo atraviesa). El flujo de aire a través de un horno térmico debe garantizar que la concentración del solvente orgánico no exceda un cuarto del valor del Lower Explosive Limit (LEL, límite explosivo inferior). Las tasas de producción son determinadas por la composición y el grosor aplicado del material convencional, la longitud de la trayectoria a través del horno térmico, la temperatura y el flujo de aire. La temperatura del horno, el flujo de aire, el tamaño del horno y la tasa de producción son factores interrelacionados en los procesos convencionales. La temperatura debe ser lo suficientemente elevada como para evaporar el solvente o el agua y para endurecer el revestimiento lo suficiente como para permitir su manipulación, pero sin causar daños al sustrato ni al revestimiento. El flujo de aire debe eliminar y diluir los vapores de solvente para evitar que ocurran concentraciones excesivas. El tamaño del horno se basa en el tiempo requerido para secar, endurecer y/o curar un revestimiento, tinta o adhesivo convencional a la tasa de producción deseada.
Impresión y revestimiento de rodillos
Si bien las prensas de impresión y los revestidores de rodillos que utilizan materiales UV/EB pueden diferir en cuanto a sus detalles, son esencialmente iguales a aquellos que emplean materiales convencionales. Las diferencias se deben principalmente a la ubicación, tamaño y velocidad de la unidad de curado. Para la impresión, las unidades de curado con UV/EB con frecuencia se montan en una prensa de impresión después de aplicar cada color. Para el revestimiento de rodillos, la unidad de curado con UV es una cámara con lámparas UV dispuestas a fin de lograr el curado deseado.
Los rodillos y las superficies de transferencia de la impresión para las aplicaciones de materiales UV/EB pueden ser idénticas a aquellos usados para revestimientos, tintas y adhesivos convencionales. Sólo ocurren pérdidas de material UV/EB cuando se cambian los colores, se emite una neblina o se debe limpiar un rodillo. Si un rodillo y su bandeja están cubiertos para evitar que la energía radiante UV/EB llegue a ellos, un revestimiento UV/EB no se curará sobre ni dentro de ellos. Como resultado de esto, un rodillo y bandeja usados con materiales UV/EB puede dejarse tal cual durante el fin de semana y volver a usarse sin necesidad de limpieza. Esto puede minimizar la pérdida de material UV/EB, como resultado de la limpieza, además de evitar el uso de solventes de limpieza que podrían ser VOC.
Pintura por pulverización
Para el revestimiento por pulverización, las mismas pistolas de pintura por pulverización y equipos relacionados utilizados para los revestimientos convencionales pueden emplearse para los revestimientos UV/EB. Las técnicas para pulverizar las pinturas viscosas UV/EB incluyen: aumento de la presión para impulsar la pintura a través de las boquillas de las pistolas aspersoras; dilución con un solvente orgánico (VOC); dilución con agua; o bien, alguna combinación de pistolas aspersoras calentadas y estas técnicas. La viscosidad en las nuevas pinturas UV/EB por pulverización se ha reducido, pero sigue siendo mayor que la que se utiliza típicamente para la pulverización de pinturas convencionales. Los diluyentes reactivos (es decir, diluyentes que forman parte del revestimiento curado) reducen la viscosidad y son menos tóxicos y volátiles de lo que alguna vez fueron. Sin embargo, dado que las pinturas UV/EB tienden a ser más viscosas, las pistolas aspersoras calentadas podrían ser necesarias para lograr una viscosidad de la pintura UV/EB más cercana a aquella de las pinturas convencionales. Los nuevos revestimientos UV/EB reducen significativamente o eliminan la descomposición del revestimiento, los vapores y/o los problemas de humos de aerosol experimentados en el pasado al utilizar pistolas calentadas aspersoras. Si se utilizan, los solventes orgánicos deben eliminarse por evaporación rápida antes del curado con UV/EB, lo cual por lo general aumentan las emisiones VOC que tal vez deban ser controladas mediante tecnología adicional de control de las emisiones. El agua puede disminuir exitosamente la viscosidad de algunos revestimientos curados con UV/EB sin introducir un VOC. Sin embargo, cuando se utiliza un solvente orgánico o agua para ajustar la viscosidad, se requerirá tiempo de secado, espacio y energía adicionales.
La misma cabina de pulverización de pintura utilizada para aplicar los revestimientos convencionales se puede emplear para las aplicaciones con UV/EB. Una cabina de pulverización de pintura donde se aplican revestimientos convencionales debe tener un flujo de aire positivo a través de la misma, para evitar la acumulación de combustible o vapores explosivos, y para transportar el VOC y el exceso de pulverización lejos de los trabajadores. Dado que las pinturas UV/EB contienen poco o ningún VOC (a menos que se utilice un VOC para ajustar la viscosidad), el exceso de pulverización es la preocupación principal en el caso de aplicaciones UV/EB. Como resultado de ello, si no hay un VOC presente, es posible que se requiera menos flujo de aire. El exceso de pulverización en una aplicación UV/EB se lleva a un arrestor de exceso de pulverización (un tipo de filtro de aire) para proteger a los trabajadores. El exceso de pulverización recogido desde un arrestor puede volver a usarse dado que los revestimientos UV/EB retienen su fluidez y no se secan. Sin embargo, si se agregó un solvente para ajustar la viscosidad, podría requerirse la adición de solvente antes de reutilizarse el exceso de pulverización capturado.
La eficiencia de transferencia para una técnica de aplicación de pulverización en particular es aproximadamente la misma para ambos tipos de revestimientos, sean éstos convencionales o UV/EB. No obstante ello, la recolección y reutilización del exceso de pulverización UV/EB puede mejorar la eficacia global de una operación de revestimiento; es decir, la razón de los sólidos del revestimiento aplicados sobre un sustrato entre la cantidad total de los sólidos del revestimiento consumidos mejora, porque la reutilización del exceso de pulverización de un revestimiento UV/EB reduce el consumo general del revestimiento. Por ejemplo, cuando la eficiencia de transferencia es de aproximadamente el 50%, la eficacia general de una operación de revestimiento podría mejorar en aproximadamente el 95% con los revestimientos UV/EB al utilizar un arrestor que captura el 90% del exceso de pulverización y reutilizar dicho exceso de pulverización. De modo similar, las pistolas aspersoras electrostáticas normalmente tienen una eficiencia de transferencia del 90%, pero la eficacia general de una operación de revestimiento que usa pistolas aspersoras electrostáticas puede ser de aproximadamente el 99% para los revestimientos UV/EB cuando se captura y reutiliza el exceso de pulverización.
Otras técnicas de aplicación
Se utilizan elementos giratorios de alta velocidad para aplicar revestimientos UV/EB en componentes microelectrónicos. Se aplica un revestimiento fotoprotector al centro de un sustrato, el cual luego se gira para dejar sólo una delgada capa en el sustrato. El revestimiento UV/EB fotoprotector puede contener un solvente o podría calentarse para reducir la viscosidad, si fuera necesario, para controlar el grosor del revestimiento. (Nota: El fotoprotector convencional contiene un solvente que se deberá evaporar para lograr esta película delgada.) El revestimiento UV/EB luego se cura en áreas selectas por exposición a energía radiante. Las áreas no curadas luego se eliminan por lavado con solvente para dejar expuestas las áreas no curadas al grabado químico, a la adulteración para cambiar las propiedades electrónicas, a la oxidación para formar aisladores o a la deposición de metal para formar conductores. El revestimiento luego se remueve y se aplica otro revestimiento para el próximo paso del proceso.
|