Uso de agua en la purificación de biodiesel: optimización mediante el control de propiedades eléctricas de efluentes
RESUMEN
La producción sustentable de biodiesel requiere la optimización del consumo de agua. Este es un factor clave que debe tenerse en cuenta en la etapa de diseño y en la operación de las plantas.
El impacto ambiental y la calidad del producto final dependen críticamente del correcto diseño del proceso de purificación y del control del mismo durante la producción. En plantas pequeñas y medianas el consumo de agua empleado respecto al volumen de biocombustible a purificar llega al 100% o 150%; la proporción cae al 35% en instalaciones grandes, en que se recupera la mayor parte del agua.
Los efluentes de la producción de biodiesel consisten principalmente en el agua de lavado, que contiene cantidades variables de alcohol y catalizador. En consecuencia, un tratamiento deficiente de los efluentes involucra riesgos ambientales debidos a la contaminación de aguas subterráneas y superficiales, y sistemas de desagüe.
En este trabajo se analiza la optimización del uso de agua en la producción de biodiesel, en particular durante la etapa de purificación.
Se miden las propiedades eléctricas de los efluentes (permitividad, conductividad y factor de disipación), como función de la frecuencia y la temperatura. La reducción progresiva de los valores medidos constituye una indicación de la remoción del alcohol y los restos de catalizador del producto en las sucesivas etapas de lavado.
Esto permite controlar el grado de avance del proceso y verificar su finalización. La purificación se considera adecuada cuando los valores medidos en los efluentes de la última etapa de lavado son cercanos a los del agua limpia empleada. Asimismo, los apartamientos respecto de los valores óptimos de los parámetros se detectan por comparación con valores de referencia.
A diferencia de otras técnicas (cromatografía, espectrofotometría, etc.), las mediciones de propiedades eléctricas son rápidas, eficientes y económicas, y se adaptan bien a los sistemas de control automático.
INTRODUCCIÓN
La viabilidad de los biocombustibles como herramienta para el desarrollo sostenible exige una cuidadosa consideración del impacto ambiental, social y económico de cada una de las etapas del proceso de producción, distribución y consumo. Un aspecto de suma importancia es el consumo de agua y la generación de efluentes. Aunque frecuentemente pasado por alto, debe tenerse en muy en cuenta tanto en los estudios de impacto ambiental y factibilidad económica como en el diseño de procesos y en la operación de plantas de producción.
En este trabajo se analiza la optimización de luso de agua en la producción de biodiesel a través del control de las propiedades eléctricas de efluentes. Partiendo de una breve descripción del proceso de producción de biodiesel, se hace hincapié en el impacto de las etapas de lavado en el consumo de agua. A continuación se definen los parámetros eléctricos de los efluentes y se presentan las técnicas de medición de los mismos. Finalmente se discuten los resultados de las propiedades eléctricas de los efluentes en las distintas etapas del proceso de lavado y se analiza la optimización del uso de agua en la producción de biodiesel mediante el control de las mismas. Una discusión más detallada de los aspectos teóricos y técnicos de las mediciones de propiedades eléctricas aplicables al objeto de este trabajo se presenta en un artículo reciente (Sorichetti & Romano, 2011).
El proceso de producción de biodiesel
El biodiesel es un biocombustible líquido, que se obtiene químicamente a partir de aceites vegetales o grasas animales y un alcohol y se puede utilizar en motores Diesel, solo o mezclado con gasoil de origen fósil. La ASTM (American Society for Testing and Materials) define al biodiesel como éster monoalquílico de cadena larga de ácidos grasos derivados de recursos renovables para ser utilizados en motores Diesel.
El proceso de producción puede resumirse en las siguientes etapas (Romano et al., 2006; Romano & Sorichetti, 2010):
- Pre-tratamiento de las materias primas
- Mezcla de alcohol y catalizador
- Reacción de transesterificación
- Separación de los productos de la reacción
- Purificación de los productos de la reacción: etapas de lavado
En la Figura 1 se presenta el diagrama de procesos típico de una planta de producción de pequeña o mediana escala. En el mismo se incluyen los puntos donde se propone la medición de propiedades eléctricas.
El tratamiento de los aceites vegetales (nuevos o usados) previamente al proceso de transesterificación es a veces necesario a fin de garantizar una calidad razonable en el producto final. Por ejemplo, el tratamiento de los aceites utilizados en frituras incluye una etapa de filtrado, secado (para asegurar la ausencia de trazas de agua en el aceite pararon el objeto de reducir la formación de jabones durante las reacciones químicas en etapas posteriores) y la mayoría de las veces, una etapa para disminuir el índice de acidez.
Los alcoholes que se pueden utilizar para la producción de Biodiesel son los de cadena corta (Romano et al., 2006). Entre ellos, metanol, etanol, propanol, butanol y alcohol amílico. El metanol (CH3OH) y el etanol (C2H5OH) son los más frecuentemente usados debido principalmente a su bajo costo y a sus adecuadas propiedades. El metanol se elige sobre el etanol, a pesar de su alta toxicidad, debido a que el proceso de producción requiere tecnología más simple, la inversión para recuperar el exceso es de bajo costo y se logran altas velocidades de reacción.
Los catalizadores que se usan en la transesterificación de triglicéridos se clasifican en básicos (o alcalinos), ácidos o enzimáticos. Los catalizadores básicos son los más frecuentemente utilizados e incluyen hidróxido de sodio (NaOH), hidróxido de potasio (KOH), carbonatos y los correspondientes alcóxidos (por ejemplo, metóxido o etóxido de sodio).
Dado que el aceite y los alcoholes mencionados son inmiscibles a temperatura ambiente, la reacción de transesterificación se lleva a cabo a una temperatura algo mayor y con agitación continua, para aumentar la transferencia de masa entre las fases (Romano et al., 2006). Durante el transcurso de la reacción, generalmente se forman emulsiones. Cuando se usa metanol, las emulsiones se rompen mucho más fácil y rápidamente que cuando se usa etanol para formar las fases mezcla de ésteres y glicerina. Debido a la mayor estabilidad de las emulsiones formadas en las transesterificaciones con etanol, surgen problemas en la separación de los productos de la reacción, así como en la posterior purificación de la mezcla de metil ésteres de ácidos grasos (FAME).
Cuando los valores de las propiedades del FAME están dentro del rango establecidos en las normas (REF), a dicha mezcla de ésteres se la denomina biodiesel.
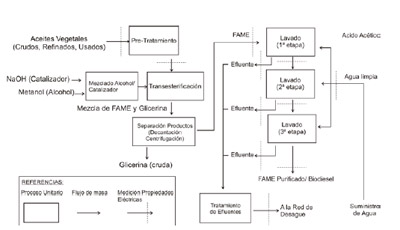 Figura 1. Diagrama del proceso de producción de biodiesel. |
El proceso de purificación y su impacto en el consumo de agua
El objetivo del proceso de purificación es llevar el pH de la mezcla de metil-ésteres y las concentraciones de contaminantes hasta los niveles aceptables por las normas. En particular, la concentración de metanol debe ser inferior al 0.2% (p/p). La purificación de los productos de la reacción de transesterificación incluye varias etapas de lavado con agua a fin de remover los remanentes de catalizador y metanol presentes en el FAME. En la primera etapa se neutraliza la mezcla de metil-ésteres, mientras que en las etapas siguientes se tiende a completar la remoción de los contaminantes. Los efluentes del proceso de producción de biodiesel consisten principalmente en el agua de lavado, que contiene cantidades variables de alcohol y catalizador (Romano & Sorichetti, 2010).
Cabe destacar que la utilización de agua en las etapas de lavado es elevado si no se adoptan técnicas de recuperación. En las plantas productoras de escala pequeña y mediana, donde por razones técnicas y económicas no es viable la utilización de dichas técnicas, la relación entre el volumen de agua empleado respecto al volumen de FAME a purificar puede alcanzar valores del orden del 100% al 150%. Por el contrario, en las plantas de gran escala se recupera la mayor parte del agua utilizada mediante el uso de técnicas apropiadas y el volumen de agua consumido es menor al 35% del FAME purificado. Este contraste indica claramente que a fin de lograr una producción sustentable de biodiesel elaborado en plantas de escala pequeña y mediana, es necesario optimizar el consumo de agua a través del correcto diseño del proceso de lavado y el control del proceso de lavado durante la producción.
Por otra parte, los efluentes del proceso de lavado deben ser tratados adecuadamente antes de ser descargados al medio. En particular, el pH y el contenido de residuos de metanol deben ser controlados luego del proceso de tratamiento a fin de asegurar el cumplimiento de las normas ambientales locales. Cabe señalar que el tratamiento defectuoso de los efluentes involucra serios riesgos ambientales debido a la contaminación de las napas de agua subterránea, cursos de agua y sistemas de desagüe (en áreas urbanizadas). Por consiguiente, es necesario el control de las propiedades eléctricas a la salida del proceso de tratamiento.
Propiedades eléctricas en líquidos
Las propiedades eléctricas de los líquidos se describen mediante parámetros macroscópicos relacionados con las características de los mismos a escala molecular (von Hippel, 1954; Lambri et al., 2008; Romano & Sorichetti, 2010; Corach et al., 2012):
Permitividad relativa (εr): es un parámetro adimensional definido como el cociente entre la capacitancia que presenta un capacitor lleno del líquido en estudio y la capacitancia del mismo en vacío. A nivel microscópico está asociado a la polarizabilidad molecular, que describe la respuesta de las moléculas ante la aplicación de un campo eléctrico.
Conductividad (σ): se define a partir de la conductancia que presenta entre sus caras un cubo de líquido cuya arista mide una unidad de longitud; por consiguiente, en el sistema internacional de unidades (SI) se mide en Siemens/metro (S/m). A escala molecular depende de la concentración y movilidad de los portadores de carga libre (iones). La inversa de la conductividad se denomina resistividad, ρ, y se mide en Ohm metro.
Factor de Disipación (D): es un parámetro adimensional utilizado frecuentemente en las aplicaciones tecnológicas. Se calcula a partir de εr y σ como D = σ / (2 π f ε0 εr), donde ε0 = 8.854 10-12 Farad/metro es una constante universal (permitividad del vacío) y f es la frecuencia (en Hertz) del campo eléctrico aplicado.
En términos generales, los líquidos pueden clasificarse en función del momento dipolar de sus moléculas (von Hippel, 1954):
Sustancias polares: son aquellas cuyas moléculas poseen un momento dipolar permanente y en consecuencia, presentan valores elevados de permitividad relativa.
Como ejemplos cabe citar el agua (εr = 78) y los alcoholes de cadena corta como el metanol (εr = 32.6) y el etanol (εr = 24.3).
Sustancias no-polares: tienen moléculas cuyo momento dipolar es pequeño.
Convencionalmente se considera como nopolares a las sustancias cuya permitividad relativa es inferior a 15. Dentro de esta categoría se encuentran los aceites vegetales
(εr ≈ 3.1) y los metilésteres de ácidos grasos
(εr ≈ 3.3).
Frecuentemente, los datos de propiedades eléctricas se presentan a la temperatura de 25ºC (298.15 K) dado que tanto la permitividad como la conductividad de los líquidos dependen de la temperatura. Cabe destacar que en general, la dependencia con la temperatura de la permitividad de las sustancias polares es más marcada que la de las sustancias no-polares. Por otra parte, la conductividad de los líquidos depende de la concentración de portadores de carga y la movilidad de los mismos. En general, la presencia de portadores es originada por impurezas de carácter iónico o por la disociación térmica de sus moléculas. Esta última contribución crece rápidamente con la temperatura mientras que la conductividad asociada a los iones, decrece.
METODOLOGÍA
Instrumentación para la medición de propiedades eléctricas
La medición de propiedades eléctricas se basa en la interacción de una muestra macroscópica con un campo eléctrico dependiente del tiempo (von Hippel, 1954; Sorichetti & Romano, 2005). La sustancia a medir se coloca en una celda que contiene un conjunto de electrodos conectados al sistema de medición. Un generador excita la celda y la señal de respuesta se digitaliza, procesa y compara con la señal de excitación con el objeto de determinar la capacidad de la celda que contiene la muestra, en función de la frecuencia, como se esquematiza en la Figura 2. La permitividad y conductividad de la muestra se obtienen comparando la impedancia de la celda vacía con la de la celda conteniendo la muestra. Cabe destacar que el correcto diseño y construcción de la celda es esencial para la confiabilidad de los resultados. Los detalles técnicos exceden el marco de este artículo y se describen en la bibliografía (Sorichetti & Romano 2011, y referencias allí citadas).
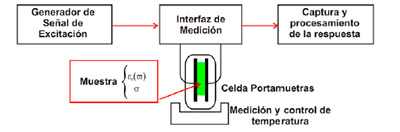 Figura 2. Esquema de un sistema de medición de propiedades eléctricas. |
El instrumental electrónico empleado en la actualidad para las mediciones de propiedades eléctricas en laboratorio incorpora en una sola unidad las funciones de generación de la señal de excitación, interfaz de medición y captura y procesamiento de la respuesta, esquematizadas en la Figura 2 (von Hippel, 1954; Romano & Sorichetti, 2010). De esta forma se obtienen directamente los valores de capacidad y conductancia (o resistencia) que presenta la celda a varias frecuencias seleccionables por el usuario.
La permitividad y la conductividad se obtienen a partir de la comparación de los valores medidos con muestra y sin ella. Cabe destacar que existe una amplia variedad de modelos producidos por distintos fabricantes. Los más simples son los denominados instrumentos de medición de Resistencia, Capacitancia e Inductancia (“RCL meters”); por otra parte, los puentes automáticos de impedancias (“automatic impedance bridges”) y los analizadores de impedancias (“impedance analyzers”) son de costo más elevado y proporcionan un rango más amplio de prestaciones. En lo que hace a la selección del equipamiento, cabe destacar que en las mediciones descriptas en este trabajo, la precisión requerida es del 1%, en tanto el rango de frecuencias a cubrir va de unos 100Hz a 100KHz.
En los trabajos de campo (plantas de producción, depósitos, etc.) se suele medir solamente la conductividad (por lo general a la frecuencia de 1 KHz ó 10 KHz). Para estas mediciones se emplean conductímetros portátiles, que proporcionan en forma directa la conductancia de la muestra mediante la inmersión de una sonda en el líquido. Por otra parte, la mayoría de los fabricantes de equipos de instrumentación y control proveen sensores de conductividad aptos para uso industrial, haciendo posible una la integración de los mismos en los sistemas de control automático de las plantas de producción. Esto permite el monitoreo en tiempo real de los procesos de lavado a fin de mantener un registro de histórico de los valores medidos, detectar y corregir eventuales desvíos respecto de los valores nominales y generar alarmas.
Como ya se ha indicado, la dependencia de las propiedades eléctricas con la temperatura hace necesaria la medición y control de la temperatura de la muestra en las mediciones de laboratorio (generalmente, dentro de +/- 0.1ºC o mejor). Por el contrario, los instrumentos portátiles actuales, así como muchas sensores industriales de conductividad, indican la temperatura de la muestra e incluso efectúan automáticamente la corrección por temperatura, de modo que los valores indicados ya se encuentran corregidos a la temperatura de referencia (por lo general 25ºC).
RESULTADOS
Los valores de las propiedades eléctricas de los efluentes (permitividad, conductividad y factor de disipación) en las sucesivas etapas del proceso de lavado se muestran en las Figuras 3, 4 y 5 respectivamente.
Permitividad
De los datos representados en la Figura 3 se puede observar que a las frecuencias más bajas (400 Hz y 1000 Hz) se miden valores muy elevados de permitividad en los efluentes, originados en efectos de polarización interfacial en los electrodos de la celda de medición (debido en la elevada conductividad inicial de los mismos). Con los sucesivos lavados se observa que dichos valores decrecen marcadamente, hasta que en el tercer lavado el valor de la permitividad relativa medida es muy cercana a la del agua pura (εr ≈ 80) (Sorichetti & Romano, 2005; González Prieto et al., 2008; Romano & Sorichetti, 2009). Por el contrario, a las frecuencias más elevadas (5000 Hz y mayores) ya no se observan efectos de polarización interfacial, y la permitividad de los efluentes presenta inicialmente un valor ligeramente menor al del agua, debido a la presencia de contaminantes, particularmente metanol (εr ≈ 32), cuya permitividad es menor a la del agua. Con los sucesivos lavados disminuye la cantidad de contaminantes, con lo cual la permitividad del efluente en las frecuencias más elevadas se acerca a la del agua. Puede verse que en la tercera etapa de lavado, el valor de la permitividad relativa de los efluentes medida a todas las frecuencias es prácticamente el del agua.
Conductividad y factor de disipación
Como se ve observa en las Figuras 4 y 5, la conductividad y el factor de disipación de los efluentes decrecen con los sucesivos lavados, desde valores iniciales elevados hasta llegar a valores cercanos a los del agua limpia empleada. Esto se debe a la progresiva reducción del contenido de metanol y restos de catalizador en la mezcla de metil-ésteres en cada etapa de lavado (González Prieto et al., 2008; Romano & Sorichetti, 2009). Cabe destacar que se eligela frecuencia de 10 KHz para las mediciones del factor de disipación ya que los resultados no son alterados por efectos de polarización interfacial en los electrodos de la celda portamuestras.
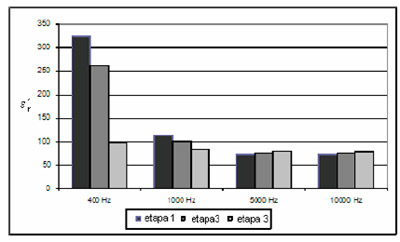 Figura 3. Permitividad a 25ºC de los efluentes en función de la frecuencia para las distintas etapas de lavado. |
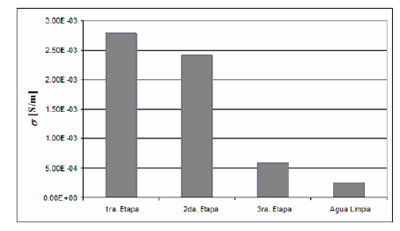 Figura 4. Conductividad a 25ºC de los efluentes para las distintas etapas de lavado. |
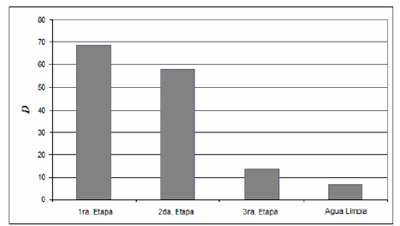 Figura 5. Factor de disipación de los efluentes a 25ºC y a la frecuencia de 10 KHz para las distintas etapas de lavado. |
DISCUSIÓN
A todas las frecuencias medidas, la permitividad de los efluentes se acerca, luego de los sucesivos lavados, al valor correspondiente al agua. Conjuntamente con la progresiva reducción de los valores de conductividad y factor de disipación de los efluentes, esto constituye una indicación de la remoción del alcohol y los restos de catalizador de la mezcla de metil-ésteres en las sucesivas etapas de lavado. Puede considerarse que el proceso de lavado es adecuado cuando los valores medidos de las propiedades eléctricas de los efluentes de la última etapa de lavado son cercanos a los del agua limpia empleada. En efecto, esto indica que la mayor parte de los contaminantes han sido removidos de la mezcla de metilésteres y posteriores etapas de lavado ya no conducirían a ulteriores reducciones de las concentraciones de los mismos.
Las diferencias en la permitividad en altas frecuencias en el efluente de las distintas etapas de lavado, si bien pueden parecer pequeñas en términos relativos, se pueden medir correctamente si se utiliza el instrumental adecuado. Cabe destacar que el agua limpia utilizada en el proceso de purificación (por ejemplo, la obtenida del sistema público de provisión de agua potable) puede contener pequeñas cantidades de impurezas iónicas disueltas, las cuales no alteran el valor de permitividad en altas frecuencias (que prácticamente coincide con el del agua pura). Sin embargo, la presencia de impurezas iónicas en el agua limpia puede modificar apreciablemente la conductividad.
Por consiguiente, el seguimiento del avance del proceso de lavado debe necesariamente efectuarse a través de la comparación de los valores de conductividad y factor de disipación del efluente con los medidos en el agua limpia utilizada.
Evidentemente, la elección de las propiedades eléctricas a medir debe tener en cuenta las condiciones y escala del proceso. En plantas de producción, así como en el transporte y almacenamiento, las mediciones de conductividad son más sencillas y pueden efectuarse con instrumental portátil. Por otra parte, en trabajos de laboratorio y plantas de escala piloto, las mediciones de permitividad y factor de disipación proporcionan información adicional, utilizando instrumental más elaborado y costoso. Es indudable que los constantes avances tecnológicos y las progresivas reducciones de costos en la instrumentación y sensores permitirán extender la aplicación de las mediciones de permitividad y factor de disipación en ámbitos actualmente limitados a las determinaciones de conductividad.
CONCLUSIONES
El impacto ambiental del uso de agua en la producción de biodiesel depende críticamente del correcto diseño del proceso de lavado y del control del mismo durante la producción. Asimismo es necesario controlar las propiedades a la salida del proceso de tratamiento de efluentes, a fin de evitar serios riesgos de contaminación.
La medición de las propiedades eléctricas de los efluentes y su comparación con las del agua limpia empleada en el proceso de lavado presentan varias ventajas respecto de las técnicas analíticas convencionales (cromatografía, espectrofotometría, etc.).
En efecto, esta técnica es rápida (utilizable “en línea”), eficiente y económica, y se adapta bien a los sistemas de control automático. Por consiguiente, en la etapa de puesta a punto de plantas de producción es posible optimizar rápidamente la implementación del proceso de lavado.
También cabe destacar las ventajas que presenta la integración de sensores de conductividad en las plantas de producción y tratamiento de efluentes, ya que permiten el seguimiento en tiempo real del proceso de lavado, identificando apartamientos de los parámetros nominales y reduciendo el uso innecesario de agua, así como detectar en forma inmediata valores inaceptables de contaminantes en la descarga de los efluentes tratados.
REFERENCIAS BIBLIOGRÁFICAS
– Corach J, Sorichetti PA & Romano SD. 2012. Electrical properties of mixtures of fatty acid methyl esters from different vegetable oils. International Journal of Hydrogen Energy, 37 (19): 14735-14739
– González Prieto LE, Sorichetti PA & Romano SD. 2008. Electric Properties of Biodiesel in the Range from 20 Hz to 20 MHz – Comparison with Fossil Diesel Fuel. International Journal of Hydrogen Energy, 33: 3531–3537
– Lambri OA, Matteo CL, Mocellini RR, Sorichetti PA & Zelada GL. 2008. Propiedades Viscoelásticas y Eléctricas de Sólidos y Líquidos. Editorial de la Universidad Nacional de Rosario, Santa Fe, Argentina: 160 p
– Romano SD. 2006. Biodiesel P 11-88 En: Romano SD, González Suárez E & Laborde MA Combustibles Alternativos. Ciudad Autónoma de Buenos Aires, Argentina
– Romano SD & Sorichetti PA. 2010. Dielectric Spectroscopy in Biodiesel Production and Characterization. Editorial Springer, Londres, Reino Unido: 103 p
– Romano SD & Sorichetti PA. 2009. Estimation of Methanol Content in Biodiesel by Measurement of Electrical Properties and Flash Point Determination P 679-691 En: Handbook of Sustainable Energy. Nova Science Publishers Inc, New York, Estados Unidos
– Sorichetti PA & Romano SD. 2005. Physico – chemical and electrical properties for the production and characterization of biodiesel. Physics & Chemistry of Liquids, 43 (1): 37–48
– Sorichetti PA & SD Romano. 2011. Water Consumption in Biodiesel Production: Optimization through Measurement of Electrical Properties. Environmental Research Journal, 6 (3): paper 2
– von Hippel AR. 1954. Dielectric Materials and their Applications. Editorial John Wiley and Sons, New York, Estados Unidos: 273 p
Por: Aníbal Sorichetti, Silvia Daniela Romano
Fuente: Universidad Nacional de la Plata
VER ARCHIVO DE ARTÍCULO