Seminarios sobre evaluación de tecnologías y sistemas de tratamiento de RSU
1. Estudio de la generación y la composición de los RSU
El punto de partida de un proyecto de valorización de RSU debe ser la correcta caracterización de los mismos. Conocer su composición y cantidades relativas es fundamental para definir tamaño y características de los equipos a utilizar. El mercado demanda una cantidad importante de los productos recuperados, pero existen otros con mayor dificultad de venta o menor demanda. La realización de acuerdos con instituciones tecnológicas (INTI, Facultades, etc.) permite el desarrollo de opciones técnicas novedosas, así como certificaciones de calidad en los productos recuperados para mejorar su valor de comercialización. Conocer la composición y la cantidad de residuos que se generan es crucial para la planificación del resto de las etapas de gestión.
La cantidad de residuos suele expresarse en peso y es un dato que se obtiene con mayor facilidad a partir de los circuitos establecidos. Es común que se pesen los camiones que disponen en rellenos sanitarios, ya que la tasa suele depender de esta información. Sin embargo, en aquellos lugares que disponen en basurales a cielo abierto no es usual que se pesen los camiones. No obstante, es posible hacer una estimación a partir de un relevamiento de la cantidad de camiones que disponen y pesando alguno de ellos si existe esta posibilidad.
Otra alternativa es expresar la cantidad de residuos generados en volumen, pero esto acarrea diversas dificultadas que dependen del nivel de compactación de los residuos. Es usual que los camiones transportadores realicen una compactación para aumentar la cantidad transportada y, por otro lado, existe una compactación en el lugar de disposición final e incluso puede existir en el mismo domicilio generador. Esto dificulta la estimación de las cantidades generadas, con lo cual es recomendable utilizar el peso como unidad (ver recuadro 1).
Recuadro 1. Ejemplo de estimación de cantidad de residuos generados Suponemos una zona urbana (barrio) en la que se pretende desarrollar un plan piloto de separación de RSU y como requisito de partida es necesario conocer la cantidad generada. En la zona existen 2.000 viviendas de nivel socioeconómico medio. Para la estimación se observarán los camiones compactadores que llegan a la planta de transferencia local provenientes de la zona durante una semana.
Resultados de la observación:
Número de camiones registrados en la semana: 17
Capacidad de carga del camión: 15 m3
Peso específico de los residuos transportados: 300 Kg/m3
Peso total de los RSU recolectados = 17 x 15 m3 x 300 Kg/m3
Peso total de los RSU recolectados = 76.500 Kg
Cantidad por habitante.día = 76.500 kg / (2.000 x 4 habitantes) (7 día/semana)
Cantidad por habitante.día = 1.36 Kg/habitante.día
Nota: la cantidad de habitantes se estima considerando 4 personas por familia.
El valor de 300 Kg/m3 surge de una estimación del peso específico de la composición de residuos, este dato debería estimarse con el pesaje de algunos de los camiones que llegan a la planta.
Tanto el pesado de los camiones que llegan a una estación de transferencia o a un relleno sanitario, como el procedimiento desarrollado en el Recuadro 1 tienen la limitación de que no se tienen en cuenta los residuos que pudieron haber sido recolectados por el circuito informal o los que fueron destinados a vertederos ilegales.
Composición de los RSU
Los estudios de composición son menos habituales porque demandan de un muestreo del material que disponen los generadores para la recolección.
Cuando se analiza la composición de residuos se deben tener en mente los objetivos que se persiguen para no exceder los esfuerzos de análisis del material. Así es posible realizar una clasificación en material húmedo y seco; orgánico, plásticos, papel y cartón, vidrios y metales o incluso indagar pautasculturales en estudios encuadrados dentro de lo que se conoce como basurología.
A los fines de una recolección diferenciada en dos fracciones, por ejemplo, importará la cantidad de materia orgánica o material húmedo que debe ser separado del resto para poder dimensionar el sistema de transporte para ambas fracciones. En otros casos donde se plantee una recolección con mayor nivel de clasificación, diferenciando vidrio, papel y cartón, metales, etc. será necesario un estudio de composición que pese cada uno de estos elementos por separado.
El diseño de muestreo, a su vez, deberá tener en cuenta parámetros como el nivel socioeconómico de los distintos estratos sociales, la variación temporal de la generación asociada a pautas de consumo invierno-verano o a el incremento de residuos por la afluencia de turistas en determinadas épocas del año y otras especificidades que surjan de las particularidades del lugar1. Un residuo que es comúnmente estacional, es el resto de la poda de árboles de espacios públicos, que dependerá de las condiciones climáticas y las especies predominantes.
Metodologías estandarizadas para la caracterización de los RSU
La caracterización de los residuos tiene como objetivos principales:
− Conocer los volúmenes para diseñar los sistemas de recolección, valorización y disposición final.
− Conocer la composición de los RSU en la ciudad o en la región, poniendo especial atención en la fracción reciclable, con el fin de direccionar campañas de reciclaje de residuos.
− Establecer un conocimiento más acabado de los residuos generados en los domicilios y que potencialmente podrían presentar alguna característica de peligrosidad, por lo que eventualmente requerirían una gestión especial y diferente a la del resto de los RSU, a los que llamamos RSUP.
En términos generales se pretenden responder las preguntas siguientes:
− ¿Cuántos residuos?
− ¿De qué tipo?
− ¿Cuándo?
− ¿Dónde se generan?
Tipos de muestreos
En un muestreo aleatorio estratificado la población de N barrios es primero dividida en subpoblaciones de N1, N2, …, Nu, respectivamente. Estas subpoblaciones no se superponen y juntas forman la totalidad de la población, por lo que: N1 + N2 + … + Nu = N
Las subpoblaciones son los llamados “estratos”. Para obtener un beneficio completo de la estratificación, deben ser conocidos los valores de Ni. Una vez que han sido determinados los estratos, se saca una muestra de cada uno. El muestreo se realiza independientemente en cada estrato. Los tamaños de muestra dentro de los estratos son representados por n1, n2, …, nu respectivamente.
Si se toman muestras simples aleatorias de cada estrato, el procedimiento completo es conocido como muestreo aleatorio estratificado. La estratificación es una técnica común y existen muchas razones para realizarla. Las principales son las siguientes:
− Si se desea información con cierta precisión en algunas subdivisiones de la población (niveles socioeconómicos), es aconsejable tratar cada subdivisión como una población por sí sola.
− La muestra puede diferir marcadamente en diferentes sectores de la población. Por ejemplo grupo de personas que viven en instituciones (por ejemplo hospitales, hoteles o en la cárcel) con frecuencia son colocadas en estratos diferentes al de las personas que viven en viviendas comunes. Sin embargo la elección de los lugares se realizará bajo cartografía en donde se pueden observar con bastante detalle todos los sectores (residenciales o comerciales, principalmente)
− La estratificación puede dar lugar a una ganancia de precisión en los estimadores de las características de toda la población. Es posible subdividir una población heterogénea en subpoblaciones, cada una de las cuales es internamente homogénea. Esto es lo que sugiere el nombre de “estrato”, con su implicación de división en capas. Si cada uno de los estratos es homogéneo, en el sentido de que sus medias estadísticas varían muy poco de una a otra, se puede obtener un estimador muy preciso de cualquiera de las medias estadísticas de los estratos, derivados de una muestra pequeña en ese estrato. Estos estimadores de cada estrato pueden ser usados para calcular un estimador preciso para toda la población del resto de la ciudad.
Número de muestras
En un programa de análisis por muestreo, la primera y más importante interrogante a responder es la referente al número de muestras. Si el número de muestras es muy pequeño, los resultados son de poca confiabilidad. Es necesario pues fijar un número mínimo de muestras tal que los resultados a obtener reflejen con cierto grado de confianza y reducido porcentaje de error las condiciones prevalecientes en el universo poblacional.
Se debe destacar que la precisión deseada es un elemento que nos limito la cantidad de muestras necesarias para nuestro análisis. Para seleccionarlo se debió tener en cuenta factores como los siguientes:
− Recursos económicos disponibles
− Conocimiento de la variabilidad de los residuos en la zona en estudio
− Calidad técnica del personal participante
− Facilidad para realizar el muestreo
− Características de la localidad a muestrear
− Exactitud de la báscula
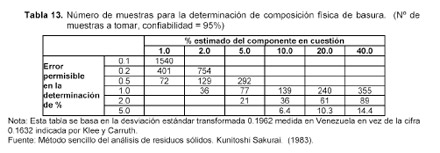 |
La ecuación propuesta por ASTM Standard, Draft Number 2, October 21, 1988, “Method for Determination of The Composition of Unprocessed Municipal Solid Waste” (Normas ASTM, “Método para determinar la composición de los residuos sólidos urbanos no procesados”, Borrador número 2.21 de octubre de 1988), para determinar el número de muestras n es:
 |
Donde:
n = tamaño real de la muestra.
e = nivel de precisión deseado (si fuese 30% se debe colocar en la fórmula 0,3).
x = media de la cantidad producida o del valor porcentual de composición, dependiendo de la finalidad del estudio.
s = desviación típica obtenida del análisis estadístico realizado a resultados de años anteriores.
t = percentil de la distribución «t» de Student, correspondiente al nivel de confianza definido por el riesgo empleado en el muestreo para n-1 grados de libertad.
Cada componente de los residuos tiene su propia desviación típica y su propia media, por lo cual se debe calcular el número de muestras para cada uno de los componentes. Se desprende de la fórmula que cada componente genera un tamaño de muestra determinado y que se debiera elegir el mayor de estos valores, por otro lado es necesario estimar la desviación Standard de este componente lo que implico disponer de información de estudios de composición anteriores o realizar un premuestreo.
Es por lo tanto preciso señalar que tradicionalmente la composición es obtenida por separación manual de cierta cantidad de basura en un grupo de categorías físicas, calculando posteriormente el porcentaje en peso de cada componente respecto al peso total de la muestra. Aunque la mayoría de los estudios de separación cumplen esta descripción general, la similitud muchas veces termina aquí.
Diferencias como: definiciones de categoría, origen de los residuos, técnicas de separación, tamaño medio y obtención de la muestra, hacen difícil juzgar si las diferencias producidas en los resultados se deben a la naturaleza del residuo, o a las diferentes metodologías utilizadas. En estos casos las comparaciones que se realicen solo tendrán cierto grado de validez.
Determinación del tamaño de la muestra.
Otro aspecto complejo del muestreo de residuos, es la cantidad a separar por muestra, si esta es muy grande los recursos se gastan innecesariamente y si por el contrario es muy pequeña, los resultados son de escasa utilidad, ante su baja representatividad. Por esto fue necesario fijar un tamaño de muestra tal, que los resultados obtenidos, reflejen con cierto grado de confianza y reducido porcentaje de error, las condiciones prevaleciente en el universo poblacional.
En las investigaciones realizadas por Brtitton y Klee consistentes en evaluar el efecto de diferentes tamaños de muestra en la precisión de resultados de composición de residuos sólidos urbanos, se concluyó que no había una diferencia estadísticamente significativa, para la precisión obtenida en muestras de 90,7 kg a 136.1 kg
La American Society for Testing and Materials (ASTM), en su norma D-5231 (ASTM, 1992) recomienda que el tamaño de cada muestra esté entre 200 y 300 libras (91 a 135 kilogramos).
Por otro lado la Agencia Francesa de Medio Ambiente y Gestión de Energía (ADEME), que dedica también esfuerzos al análisis de los residuos sólidos y en la cual basa sus propuestas de normas la Agencia Francesa de Normalización (AFNOR) propone como medida práctica muestras de residuos cercanas a los 100 kilogramos. Esta cifra (entre 100 y 130 Kg.) también es mencionada por Tchobanolgous (1993) y Diserens (1985), como la más apropiada para un estudio de composición de residuos sólidos en una ciudad.
Toma de muestras.
Generalmente, la cantidad, la composición y la densidad de la basura llevada al relleno son bastante diferentes que las de la basura generada debido a la activa recuperación de materiales tales como papeles, cartones, trapos, botellas y metales, y a la compactación y esponjamiento que se realizan en la cadena de gestión. En la tabla siguiente se muestra un ejemplo de las variaciones de densidad encontradas en distintas etapas del manejo.
Basura suelta en recipientes: 150 kg/m3
Basura compactada en camiones: 500 kg/m3
Basura suelta descargada en vertedero: 400 kg/m3
Basura recién depositada en vertedero: 600 kg/m3
Basura estabilizada en vertedero (2 años después del vertido): 900 kg/m3
Según los objetivos planteados por el estudio de caracterización se deberá evaluar cual es el punto de recolección de muestras.
Algunos estudios son realizados en el punto de ingreso al relleno sanitario, existiendo una alteración de la composición original de los RSD generados a nivel intra domiciliario, debido a las cadenas de recuperación tanto formales e informales de materiales reciclables (papeles y cartones, vidrio, plástico, aluminio, etc.) Estas actividades se realizan en las etapas de recolección y transporte, previo a la disposición final de los residuos recolectados.
Prueba de composición física (base húmeda)
La determinación de la composición física (base húmeda) a la basura se hace de la siguiente manera:
− Se dispone la muestra en lugar pavimentado o libre de basuras.
− Se rompe las bolsas y se cortan cartones y maderas contenidas en la basura hasta conseguir un tamaño de 15 cm por 15 cm o menos.
− Se homogeniza la muestra mezclándola toda.
− Se separaran los componentes y se clasificaron de acuerdo a las categorías establecidas para el estudio.
− Los componentes se clasifican en recipientes pequeños que pueden ser de 50 litros.
− Se debieron tarar los recipientes antes de empezar la clasificación.
− Una vez terminada la clasificación se pesaron los recipientes con los diferentes componentes y por diferencia se calcula el peso de los componentes.
− Se saca un porcentaje (%) de los componentes teniendo los datos del peso total y el peso de cada clase.
2. Posibilidades de aplicación de sistemas de tratamiento conforme características de los residuos.
En términos generales se pueden identificar una diversidad de transformaciones que pueden aplicarse a los RSU para su valoración y tratamiento, las más significativas son:
Físicas
− Separación
− Reducción Mecánica del Volumen. Compactación
− Reducción Mecánica del Tamaño Chipeado, molido. A veces la reducción de tamaño aumenta el volumen (papel, madera, etc) y favorece su degradación.
Químicas
− Combustión: oxidación química. Reacción química del O con materiales orgánicos para producir compuestos oxidados, emisión de luz y generación rápida de calor.
− Pirólisis: descomposición térmica y reacción de condensación en atmósfera libre de O para la separación de los residuos en sus fases sólidas, líquidas y gaseosas. Es endotérmico. Produce una corriente gaseosa con H, CH4, CO, CO2 y otros, una corriente líquida alquitranada con ácidos acéticos, acetonas y metanol y una corriente sólida de carbono puro. No sirven en RSU por la falta de homogeneidad
− Gasificación: combustión parcial de materiales carbonados para producir gas combustible rico en CO, H y CH4.
Biológicas
− Compostaje Aeróbico
− Digestión Anaeróbica
Incineración
La materia no se destruye; solo se transforma. Del mismo modo, los residuos que ingresan en un incinerador no desaparecen: se transforman en gases, líquidos y cenizas tóxicas.
Los incineradores emiten un cóctel de miles de sustancias químicas dañinas: metales pesados como mercurio, cromo, cadmio, arsénico, plomo y berilio; hidrocarburos aromáticos policíclicos (HAPs); bencenos clorados; naftalenos policlorados; compuestos orgánicos volátiles (COVs); gases ácidos como óxidos de azufre; dióxidos de nitrógeno y ácido clorhídrico; gases de efecto invernadero como dióxido de carbono, entre muchas otras.
En el mismo proceso de incineración de residuos se forman compuestos nuevos: dibenzodioxinas y dibenzofuranos policlorados (más conocidos como dioxinas y furanos), bifenilos policlorados (PCBs) y hexaclorobenceno. Todos ellos forman parte de un grupo de sustancias llamado Compuestos Orgánicos Persistentes (COPs), que comparten las siguientes características: son tóxicas, persistentes (tardan mucho en degradarse), se trasladan largas distancias, pudiendo encontrárselas muy lejos de su fuente de emisión, se acumulan en las grasas de los organismos y se van concentrando a medida que asciende la cadena alimentaria
Los incineradores se alimentan de la basura, y para ser rentables necesitan un mínimo de materiales constante que quemar. Esto pone un ancla pesada sobre los planes de manejo de residuos de los municipios. En la práctica, implica una competencia para los programas de reducción de la generación de residuos, y reutilización, compostaje y reciclaje de materiales.
Compostaje
El «compostaje» es un proceso biooxidativo controlado, que se produce en condiciones aeróbicas, a partir de un conjunto de sólidos orgánicos heterogéneos (rápidamente biodegradables) sobre los cuales actúa un conjunto variado de poblaciones de microorganismos.
Si bien el compostaje es un proceso similar a la degradación biológica que se produce natural y lentamente en el suelo, la humificación, la formación del compost es la resultante de un proceso controlado, durante el cual se estandarizan y controlan determinadas variables tales como humedad, composición del sustrato, temperatura, oxigeno disponible, etc., obteniendo un producto orgánico final mucho más estable que el inicial, con una importante reducción del volumen y peso, con bajo costo de producción y en mucho menor tiempo que el proceso natural.
Como se ha señalado anteriormente, los responsables de dicha conversión biológica son los microorganismos (bacterias, hongos, actinomycetes, protozoos) naturalmente presentes en la materia orgánica a compostar o procedentes del medio ambiente. Estos microorganismos son integrantes de una gran diversidad de grupos o poblaciones microbianas fisiológicamente diferentes, capaces de degradar con alta eficiencia compuestos orgánicos muy heterogéneos y de distinto origen (proteínas, hidratos de carbono, lípidos, etc.).
La eficiencia con la que los microorganismos realizan dichas transformaciones químicas se debe al gran poder catalítico de sus enzimas y a su alta tasa reproductiva. Además, como consecuencia de su pequeño tamaño, bacterias y hongos presentan una relación superficie / volumen muy elevada en comparación con organismos superiores los que les permite un rápido intercambio de sustratos y productos de desechos entre estos y el medio.
Las diferentes poblaciones que predominan en las etapas de compostaje van sucediéndose en el tiempo en función de la naturaleza química del sustrato presente y de las condiciones ambientales existentes en cada momento. Una vez agotado el nutriente que permitió el desarrollo de una o varias poblaciones específicas y al cambiar las condiciones físico-químicas y micro ambientales, éstas comienzan a declinar y ceden su lugar a nuevos grupos microbianos más adaptados a las nuevas condiciones. Se produce entonces una sucesión ecológica, siendo necesario que todas estas poblaciones se mantengan en equilibrio para lograr un proceso óptimo, donde además se desarrollen, sólo microorganismos benéficos para las plantas, los animales y los humanos. Al respecto, es vital que se mantengan las condiciones aeróbicas en todo el proceso ya que al disminuir el oxigeno se corre el riesgo de seleccionar poblaciones de microorganismos patógenos e indeseables, como Escherichia coli, Salmonellas, etc.
Es importante conocer sobre la nutrición, el crecimiento y el metabolismo de dichos microorganismos benéficos, principales actores de este sistema. Estos presentan una gran diversidad fisiológica y por lo tanto requerimientos nutritivos específicos. Se debe ajustar la cantidad de nutrientes que le proveen energía y el sustrato requerido para la biosíntesis de diferentes sustancias y fundamentalmente aquellas enzimas necesarias para la biodegradación de los compuestos orgánicos presentes.
Existen básicamente dos sistemas de compostaje aeróbico, que en realidad son variaciones tecnológicas de un mismo método. Dichos sistemas pueden dividirse en:
Sistema abierto: los residuos sólidos orgánicos se colocan en pilas de forma variada sobre el piso. La aireación necesaria para el desarrollo del proceso de descomposición biológica se obtiene por medio de volteos periódicos. Existe otro método donde se realiza una aireación forzada a través de tuberías perforadas, sobre las cuales se colocan las pilas de residuos sólidos.
Sistema cerrado: en este caso el proceso se produce dentro de reactores, donde se colocan los residuos a compostar y se los airea periódicamente.
Durante el proceso se controlan las variables que influyen durante el mismo.
Entre las variables más importantes se encuentran la aireación (o presencia de oxigeno intersticial), la humedad y la temperatura. También el tamaño de la masa a compostar, la granulometría inicial y el pH, son parámetros a considerar.
Una correcta aireación es necesaria para la actividad biológica de los microorganismos aeróbicos, posibilitando la descomposición de la materia orgánica de una forma más rápida, sin malos olores. Cuando los microorganismos aeróbicos del compost crecen rápidamente, la concentración de oxígeno presente baja rápidamente, sin embargo este parámetro no debe caer por debajo de las 5 ppm ya que el proceso aeróbico se vería afectado.
Una buena aireación esta relacionada también con la granulometría y la humedad de los residuos utilizados.
El método utilizado es la ventilación forzada de la masa a compostar ya que permite el ingreso de oxigeno, la eliminación del CO2 (se recomienda mover cuando su concentración se encuentre por encima del 8%) y el mantenimiento de la temperatura. La aireación se realiza a través de toda la masa para mantener una concentración adecuada de oxigeno en todos los espacios intersticiales. Esto también evita que la temperatura llegue a valores superiores a los 65 °C, provocando el suicidio de las poblaciones microbianas.
Por otra parte, el control de la humedad es fundamental para lograr un buen compostaje. Este parámetro se mantiene alrededor de 50- 60%. Si la humedad de la masa fuese muy baja, se reduciría la actividad biológica; en cambio si fuese muy elevada, se perjudicaría la aireación, provocando condiciones anaeróbicas. Este parámetro también esta relacionado con la granulometría y el grado de compactación del residuo durante el proceso.
La temperatura varia en cada etapa del proceso (mesófila, termófila y de maduración) y es uno de los factores determinantes en la sucesión de las poblaciones microbianas ya que selecciona los grupos dominantes en cada etapa.
Los sistemas cerrados y ventilados tienen la ventaja de permitir mantener y controlar en forma eficiente estos factores, principalmente si se utiliza un control automatizado de dichos parámetros. Se utilizará en el proceso de compostaje, un inóculo bacteriano de elaboración propia con el fin de acelerar el tratamiento.
Biodigestión
Los residuos orgánicos son depositados en biodigestores, donde se inicia el proceso de descomposición de la materia orgánica por la acción de bacterias anaerobias, generándose una mezcla de gases, siendo el metano su principal componente. Posteriormente este biogás es aprovechado energéticamente transformándolo en energía eléctrica o calórica Metanización: La materia orgánica es degradada por un proceso anaeróbico, catalizado con enzimas segregadas por los microorganismos del cultivo, en los “digestores”, produciendo entre un 50 a un 70% de gas metano, un biosólido orgánico y un efluente líquido. El biogás recolectado se somete a un proceso de purificación durante el cual se eliminan gases indeseables que también son producto de la digestión anaeróbica como: vapor de agua, dióxido de carbono y trazas de otros gases como sulfuros. De esta forma se enriquece el biogás en metano y se aumenta su capacidad calorífica. Un porcentaje se utilizará para mantener las condiciones necesarias para el buen funcionamiento del digestor (temperatura, grado de agitación y homogenización, etc) y de la planta; del resto una parte se utilizará en el proceso de secado del humus y otra parte podrá utilizarse de la misma forma que se emplea corrientemente el gas natural (calefacción, combustible doméstico y vehicular) o transformarlo en corriente eléctrica.
3. Productos obtenidos de los procesos de recuperación y valorización de los RSU y posibilidades de utilización/comercialización, identificación de mercados.
Papel y Cartón
El uso de papel reciclado en la industria papelera causa un alivio importante a los recursos naturales:
− El uso de una tonelada de papel reciclado evita tumbar 17 árboles (valor promedio).
− Se reduce considerablemente la carga de contaminantes a las aguas superficiales (DBO5 y DQO). Para procesar una tonelada de papel reciclado, se necesita solamente el 10 % de la cantidad del agua necesaria para la producción de papel desde la materia prima.
− Al contrario a la producción de papel con base de celulosa, no se generan emisiones atmosféricas durante el procesamiento de papel reciclado.
Metales
Hierro y Acero
El producto férreo más común en los desechos domiciliarios son las latas de productos alimenticios. Estas son generalmente latas de atún, salsa de tomate, conservas de frutas y vegetales. Las latas de bebidas no son frecuentemente usadas. Además se encuentran ollas enlozadas, productos usados de ferretería, partes de electrodomésticos y chatarra con procedencia de talleres mecánicos. Los productos de hierro son 100 % recuperables y no pierden su calidad o sus características higiénicas con la fundición.
Los productos gruesos de hierro no se encuentran en gran cantidad en la basura domiciliaria, porque tienen un mejor mercado que las latas y las ollas.
Las latas de productos alimenticios son generalmente estañadas para proteger el producto que contienen. Cuando se procesan para poder recuperar el acero, se deben desestañar previamente. Este tratamiento se puede realizar de manera química (utilizando hidróxido de sodio y un agente de oxidación, /8/), lo que permite también recuperar el estaño mediante electrólisis. Este proceso es el más adecuado para producir acero nuevo, como se pueden separar el acero y el estaño sin dejar impurezas. Hay otro proceso de desestañamiento, que funciona a base de calor. Como el estaño tiene una temperatura de fundición y volatilización más baja que el acero, se volatiliza y se queda el acero. El inconveniente es que un cierto porcentaje del estaño se difunde dentro del acero y, por consecuencia, causa una impureza. Por eso, este proceso no es idóneo para la producción de nuevo acero. En algunos casos, se puede utilizar para la elaboración de otros productos férreos aleados.
Debido al procesamiento oneroso de las latas estañadas, no hay muchas fábricas en el país que adquieren este material. Las fundiciones pequeñas que trabajan con equipamiento más o menos casero, no tienen los recursos técnicos para el proceso de desestañamiento. Por consecuencia, en la mayoría de las ciudades no hay mercado para este material. Las compañías grandes productoras de acero sí procesan las latas estañadas, pero este material se adquiere a un precio tan bajo que no se pueden recuperar los costos de transporte en la mayoría de los casos.
Aluminio
Los productos más comunes de aluminio que se encuentran en la basura domiciliaria son:
− Latas de bebida (cerveza, limonada)
− Ollas y sartenes usados
− Folio de aluminio.
Además se recicla aluminio grueso, por ejemplo aluminio de construcción, como perfiles de ventana, puertas etc., muebles de aluminio, tubería o partes de automóviles, camiones o aviones. Las compañías compradoras prefieren este tipo de aluminio pero es sumamente raro encontrarlo en los desechos domésticos.
El aluminio es también uno de los materiales que se pueden reciclar a un 100 % sin disminuir su calidad. El reciclaje del aluminio tiene tres ventajas importantes:
1. Se reduce considerablemente la cantidad de materia prima. Para la producción de 1 tonelada de aluminio se necesitan 4 toneladas de bauxita.
2. Con el reciclaje, se reducen también los gastos ambientales y económicos de transporte, energía, agua etc. vinculados al procesamiento de la bauxita.
3. La energía necesaria para el reciclaje del aluminio es solamente un 5 % de la energía necesaria para producir aluminio de la materia prima (bauxita).
Es importante separar los diferentes productos de aluminio, ya que son aleaciones diferentes y se puede mantener la calidad del material solamente si se conservan las características de cada aleación.
Las latas de aluminio tienen una composición uniforme, no son muy contaminadas y se pueden limpiar fácilmente.
Las ollas usadas y el folio de aluminio están generalmente contaminados.
Existen algunas fundiciones pequeñas que aceptan este material, pero a precios mucho más bajos que los otros productos de aluminio.
Otros Metales No Ferrosos
Cobre (incluyendo latón y bronce): alambre, alambre conductor de cables eléctricos, bobinas, tubería, instalaciones de agua, válvulas, serpentinas y aletas refrigerantes, radiadores, cojinetes.
Plomo: pesos de balanceo de neumáticos, baterías, cables, soldaduras, selladores de botellas de vino, cojinetes, cañerías de agua en casas antiguas Níquel Aleaciones de alta resistencia, motores, maquinaria industrial Aleaciones de alta resistencia y resistentes a la corrosión, aceros inoxidables
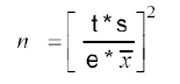
Vidrio
El vidrio de botellas o recipientes es un producto 100 % reciclable que no sufre de un deterioro de su calidad por el proceso de reciclaje. Además, el uso de vidrio usado baja considerablemente los costos de energía para los productores de vidrio (comparando con el uso de materia prima) y contribuye a extender la vida útil de los hornos de fundición. Si se considera que una botella retornable de vidrio puede ser reutilizada entre 17 y 35 veces antes de ser desechada (eso dependiendo del buen o mal uso por el consumidor y el tratamiento por los intermediarios) y que se puede recuperar después el vidrio completamente, hay que admitir que el vidrio es un producto muy ecológico. Es verdad que esta ventaja ecológica es más distinta en ciudades grandes donde hay poca distancia de transporte, y casi no existe en el caso de recipientes desechables y en ciudades y comunidades pequeñas alejadas de las fábricas productoras y embotelladoras.
El reciclaje de vidrio permite un gran ahorro de energía y de materia prima; además se reducen considerablemente las emisiones generadas durante la producción.
 |
No se puede reciclar todo tipo de vidrio. El vidrio plano (vidrio de ventana) se rechaza porque tiene otra temperatura de fundición que el vidrio de recipientes y afecta por consecuencia al proceso de fundición. Además se rechaza todo tipo de materiales refractarios. Este término se utiliza para vidrios especiales (Vajilla resistente a temperaturas altas, platos de vidrio para hornear, baterías de cocina para altas temperaturas etc.) que tienen una temperatura de fundición mucho más alta que el vidrio de recipientes y dañan a la calidad del producto final. Debido a esta diferencia de temperatura, los materiales refractarios se funden de manera no homogénea y causan inclusiones dentro del material. Tampoco se puede reciclar vidrio mezclado con otros productos, por ejemplo lámparas, tubos fluorescentes, o vidrio laminado con plástico.
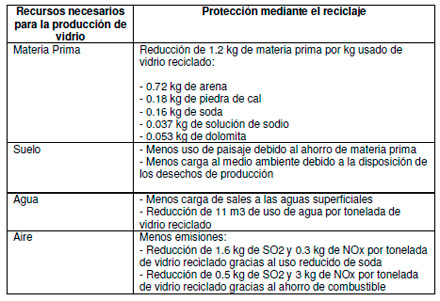
Plásticos: PET, PEHD, PELD, PVC, Poliuretano, etc.
Reciclaje y re-uso del plástico. Si bien existen más de cien tipos de plásticos, los más comunes son sólo seis, y se los identifica con un número dentro de un triángulo a los efectos de facilitar su clasificación para el reciclado, ya que las características diferentes de los plásticos exigen generalmente un reciclaje por separado.
 |
 |
No se debe valorar el PVC como combustible en las cementeras, debido a su ser un material clorado. La incineración de este material genera dioxinas altamente cancerígenas. Estos contaminantes se pueden eliminar con filtros especiales como los tienen las plantas de incineración de los desechos sólidos, pero las fábricas cementeras no disponen de este tipo de filtro.
PET. Polietileno Tereftalato. Se produce a partir del Ácido Tereftálico y Etilenglicol, por poli condensación; existiendo dos tipos: grado textil y grado botella. Para el grado botella se lo debe post condensar, existiendo diversos colores para estos usos. Envases para gaseosas, aceites, agua mineral, cosmética, frascos varios (mayonesa, salsas, etc.).
Recuadro 2. Reciclado del PET
El reciclado de PET beneficia al ambiente por la reducción de la cantidad de desechos en vertederos, y beneficia al procesador de PET por ahorro de costo de materia prima. Más aún, la energía necesaria para la recuperación de PET desechado por consumidores es menor que la de producir PET virgen a partir del petróleo. Las fuentes principales de PET reciclado son los desperdicios textiles y las botellas de refresco desechadas. Los desperdicios clasificados, limpiados y molidos son de baja densidad volumétrica, y tienen características deficientes de manejo de material.
La versatilidad de nuestras líneas de agitación mecánica, así como la diversidad de lo que podemos suministrar, nos han ayudado a encontrar soluciones técnica y económicamente factibles para las necesidades del reciclador.
Diseñamos y construimos nuestros propios equipos, y trabajamos constantemente para mejorar los diseños existentes mientras desarrollamos otros nuevos, para cumplir con los requisitos especiales de nuestros clientes.
Las aplicaciones de interés particular para el reciclador se detallan a continuación.
Cristalización/Secado
Las escamas de botella limpiadas y molidas, o los desperdicios textiles compactados, se cristalizan y secan antes de la extrusión para hilado de fibra textil, bandas de sujeción, películas, artículos de moldeado por inyección o polimerización de estado sólido. Bepex ofrece exclusivas soluciones de tecnología de procesos y equipos bien probadas, confiables y económicas en esta aplicación. Las capacidades de proceso pueden ir desde 25 kg/h hasta 5000 kg/h.
Polimerización de estado sólido
La polimerización de estado sólido (SSP) se compone de una serie de pasos de procesamiento que incluyen mantener los chips con temperaturas de reacción y períodos de tiempo que permitan lograr el aumento requerido de peso molecular en un reactor. Los aumentos de peso molecular (Mn) en la industria van desde 2000 hasta 20 000, y las capacidades van desde 25 kg/h hasta 5000 kg/h. Bepex ofrece reactores de diseño especial que proporcionan un manejo de material en modo de flujo de pistón, combinado con una distribución uniforme del gas que no ha sido igualada en la industria.
Purificación de gas
El secado, así como la polimerización de estado sólido de PET reciclado, requiere un gas caliente con bajo contenido de partículas, humedad y materiales orgánicos volátiles. Debido a que en muchas instancias se utiliza el nitrógeno, la purificación y reciclado del gas de proceso es esencial desde el punto de vista de la economía del proceso y de la protección ambiental. Bepex ofrece tres tipos de sistemas de purificación de gas con capacidades que van desde 500 Nm3/h a 15 000 Nm3/h.
PEAD. Polietileno de Alta Densidad. El polietileno de alta densidad es un termoplástico fabricado a partir del etileno (elaborado a partir del etano, uno de los componentes del gas natural). Es muy versátil y se lo puede transformar de diversas formas: Inyección, Soplado, Extrusión, o Rotomoldeo. Envases para: detergentes, lavandina, aceites automotor, shampoo, lácteos, bolsas para supermercados, bazar y menaje, cajones para pescados, gaseosas y cervezas, baldes para pintura, helados, aceites, tambores, caños para gas, telefonía, agua potable, minería, drenaje y uso sanitario, macetas, bolsas tejidas.
PEBD. Polietileno de Baja Densidad. Se produce a partir del gas natural. Al igual que el PEAD es de gran versatilidad y se procesa de diversas formas:
Inyección, Soplado, Extrusión y Rotomoldeo. Su transparencia, flexibilidad, tenacidad y economía hacen que esté presente en una diversidad de envases, sólo o en conjunto con otros materiales y en variadas aplicaciones. Bolsas de todo tipo: supermercados, boutiques, panificación, congelados, industriales, etc. Películas para: Agro (recubrimiento de Acequias), envasamiento automático de alimentos y productos industriales (leche, agua, plásticos, etc.).
PVC. Cloruro de Polivinilo. Se produce a partir de dos materias primas naturales: gas 43% y sal común (*) 57%. Para su procesado es necesario fabricar compuestos con aditivos especiales, que permiten obtener productos de variadas propiedades para un gran número de aplicaciones. Se obtienen productos rígidos o totalmente flexibles (Inyección – Extrusión – Soplado).(*) Cloruro de Sodio (2 Na Cl) Envases para agua mineral, aceites, jugos, mayonesa.
El PVC recuperado y reciclado es empleado en la fabricación de innumerables productos, como tubos diversos, perfiles, mangueras, laminados, artículos de inyección, como cuerpos huecos, cepillos, escobas, revestimientos de paredes, suelas de calzados, artículos para la industria automotriz, etc.
PP. Polipropileno. El PP es un termoplástico que se obtiene por polimerización del propileno. Los copolímeros se forman agregando etileno durante el proceso. El PP es un plástico rígido de alta cristalinidad y elevado Punto de Fusión, excelente resistencia química y de más baja densidad. Al adicionarle distintas cargas (talco, caucho, fibra de vidrio, etc.), se potencian sus propiedades hasta transformarlo en un polímero de ingeniería. (El PP es transformado en la industria por los procesos de inyección, soplado y extrusión/termoformado.)
PS. Poliestireno. Es un polímero de estireno monómero (derivado del petróleo), cristalino y de alto brillo.
PS Alto Impacto. Es un polímero de estireno monómero con oclusiones de Polibutadieno que le confiere alta resistencia al impacto. Ambos PS son fácilmente moldeables a través de procesos de: Inyección, Extrusión/Termoformado, Soplado. Potes para lácteos (yoghurt, postres, etc.), helados, dulces, etc. Envases varios, vasos, bandejas de supermercados y rotiserías. Heladeras: contrapuertas, anaqueles. Cosmética: envases, máquinas de afeitar descartables. Bazar: platos, cubiertos, bandejas, etc.
Volver al Poliestireno (PS): Con poliestireno expandido desgasificado se pueden fabricar piezas por inyección (macetas, carretes de películas, artículos de escritorio, etc.). Se rescata así la energía «intrínseca» del plástico. Esta energía (que es la acumulada durante todo el proceso industrial a partir del petróleo en el material) siempre es mayor a la obtenida por combustión.
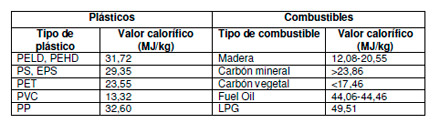
Obtención de energía calórica para procesos a escala industrial. 1 kg de espuma del tipo fácilmente inflamable (generalmente embalajes) equivale en su valor energético a aproximadamente 1,2 l de fuel oil. En un proceso de combustión completa, el poliestireno expandido es eliminado libre de cenizas, con formación de: energía, agua y dióxido de carbono.
Bibliografía de referencia
− De Luca M.S., Sarubi A.J, Ronnow M.E.,(1991),Estudio de Calidad de los Residuos Sólidos de la Ciudad de Buenos Aires, Instituto de Ingeniería Sanitaria de la Facultad de Ingeniería de la Universidad de Buenos Aires.
− ENGIRSU 2005. Estrategia Nacional para la Gestión Integral de Residuos Sólidos Urbanos. Secretaría de Ambiente y Desarrollo Sustentable, Ministerio de Salud y Ambiente, República Argentina.
− Orellano V., José; Alegría O., Ximena; Rivas N., M. Luisa. 1994. Estudio de composición y producción de residuos sólidos domiciliarios y sus proyecciones en la Provincia de Santiago de Chile. AIDIS; Asociación Argentina de Ingeniería Sanitaria y Ciencias del Ambiente. Ingeniería ambiental para el desarrollo sostenible. Buenos Aires, AIDIS, p.26, ilus.
− Pescuma, A.; De Luca, M.; Guaresti, E. 2000. Calidad y gestión de los residuos sólidos. Estrucplan online. Disonible en web: https://estrucplan.com.ar/estrucplan/Articulos/verarticulo.asp?IDArticulo=543
− Tchobanoglous, G.; Theisen, H.; Vigil S. A. 1994. Gestión Integral de Residuos Sólidos. Editorial McGraw-Hill-Interamericana de España S.A.
Por: Marcos Neumann
Fuente: www.ambiente.gob.ar
VER ARCHIVO DE ARTÍCULO