Guía mejores técnicas disponibles en España del sector de tratamiento de superfícies metálicas y plásticas. Parte 21-Ultima Parte
Guía mejores técnicas disponibles en España del sector de tratamiento de superfícies metálicas y plásticas
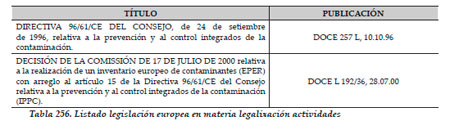
LISTADO DE LEGISLACIÓN MEDIOAMBIENTAL EUROPEA
- LEGALIZACIÓN ACTIVIDADES
 |
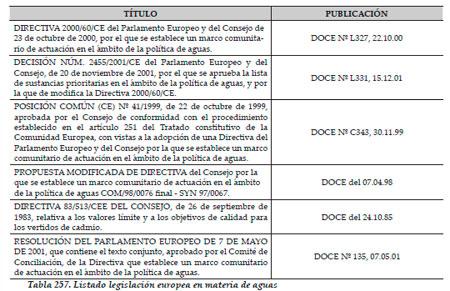
VECTOR AGUA
 |
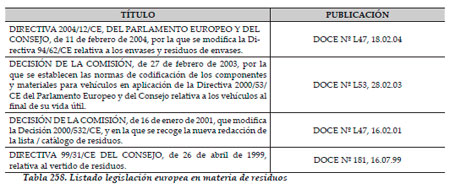
- VECTOR RESIDUOS
 |
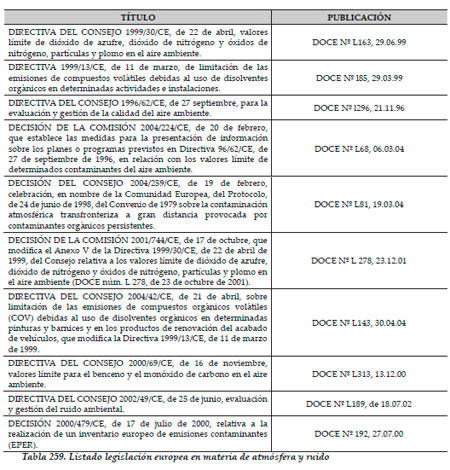
- VECTOR ATMÓSFERA Y RUIDO
 |
7.3 EXISTENCIA DE ACUERDOS VOLUNTARIOS
En el momento de redacción de la presente Guía, no se dispone de información sobre la existencia de acuerdos voluntarios entre el sector y la Administración.
7.4 GLOSARIO
A
Abrillantante: Mezcla de compuestos químicos, por lo general orgánicos, cuya adición permite dar al depósito metálico un aspecto brillante.
Acabado: Operación de fin de tratamiento destinado a conferir un aspecto particular. Ejemplo: pasivado, cromatizado, etc.
Ácido: sustancia que genera protones; en una solución acuosa, libera hidrogeniones (H+).
Acomplejante: Compuesto químico capaz de formar un ión complejo con un ión metálico.
Activación: Tratamiento destinado a destruir una pasivación superficial. Se activa la superficie tanto con un ácido diluido como con un compuesto alcalino.
Adherencia: Propiedad de un depósito de permanecer ligado a la superficie sobre a la que ha sido depositada.
Agentes de adición o aditivos: Compuestos químicos que, añadidos al baño, modifican las características del mismo. Ejemplo de aditivos son los humectantes, nivelantes, acomplejantes, abrillantantes, etc.
Alcalino: sustancia que acepta protones; en una solución acuosa, acepta hidrogeniones (H+).
Aleación: Sustancia que posee propiedades metálicas y contiene dos ó más elementos en su formulación. Un ejemplo de aleación es el latón (cobre más cinc).
Amperio: Unidad de intensidad de corriente.
Anión: Ión cargado negativamente. Ejemplo: anión cloruro (Cl-)
Anodizado: Tratamiento electrolítico del aluminio y sus aleaciones que provocan un reforzamiento de la película de óxido de aluminio por acción del oxígeno naciente de un electrolito bajo corriente eléctrica adecuada, haciendo la pieza de ánodo.
Ánodo: Electrodo positivo en donde se descargan los iones negativos.
AOX: compuestos orgánicos combinados con compuestos halogenados. En el sector, pueden generarse estos compuestos por la combinación de un elemento halogenado (Cl-, F-, etc.) con materia orgánica (restos de aceites, aditivos de los baños, etc). El empleo de disolventes halogenados también da lugar a estos compuestos.
Arrastre (q): litros de líquido que acompaña las superficies y los soportes al pasar de una cuba a otra. Habitualmente, se mide en litros/hora, litros/unidad de superficie o litros/masa de piezas.
Autocatalítico (recubrimiento): deposición metálica por una reducción química controlada que es catalizada por el propio metal o aleación a depositar.
B
Bactericida: compuesto utilizado para destruir y eliminar la contaminación microbiológica.
Baño: solución de compuestos químicos empleada para una actividad determinada de tratamiento de superficies; por ejemplo, un baño de decapado ácido, o un baño de cobreado electrolítico.
Baño electrolítico: electrolito o baño de proceso. Ejemplo: Baño de cobre, níquel, etc.
Bastidor: elemento utilizado para fijar las piezas en las actividades de tratamiento de superficies y poder, así, desplazarlas por las diferentes etapas del proceso. Sirve, a la vez, para permitir el paso de corriente entre las piezas y el circuito eléctrico.
Bicromatado: Ver cromatizado.
Biodegradable: que puede ser eliminado por los microorganismos.
Bivalente: Elemento que posee dos valencias. Ejemplo: el cobre en un baño de cobre ácido es bivalente (Cu2+).
Bombo o tambor: Aparato en los cuales se introducen en masa las piezas a tratar y se someten a rotaciones para desplazarlas por las diferentes etapas del proceso de tratamiento de superficies.
C
Capa: Sustancia aplicada sobre otra.
Carbonitruración: Proceso de difusión de carbono y nitrógeno en aleaciones de hierro.
Catálisis: Acción de determinados cuerpos químicos que, por su sola presencia, permiten ó aceleran determinadas reacciones químicas. Ejemplo: El ácido sulfúrico tiene una acción catalítica en el cromado.
Catalizador: Sustancia que provoca la catálisis.
Catión: Ión cargado positivamente. Ejemplo: Ni2+.
Cátodo: Electrodo negativo en donde se descargan los iones positivos.
Caudal (de enjuague) (Q): litros de agua por unidad de tiempo que entran en la cuba de enjuague. Generalmente, se mide en litros/minuto, litros/hora.
Cianuro acomplejado: Concentración de radical cianuro combinado con cianuro metálico. Ejemplo: el cianuro de cobre lo acomplejamos con cianuro sódico ó potásico.
Cianuro libre: Concentración de radical cianuro (CN) ó cianuro alcalino (CNNa ó CNK ) no combinado.
Cianuro total: Suma del cianuro libre y el acomplejado.
Complejo: Ión complejo de varios radicales capaces cada uno de existencia independiente.
Ejemplo: Cianuro doble de oro y potasio utilizado en los baños de oro.
Concentración: cantidad de una sustancia disuelta en un solvente. Habitualmente, se mide en g/l o mg/l.
Conductividad: Propiedad conferida a un conductor de dejar pasar la corriente eléctrica. Aplicado a las aguas residuales, el término se refiere a la cantidad de sales disueltas. Se suele medir en μS/cm.
Corriente anódica: Corriente que atraviesa uno ó más ánodos.
Corriente catódica: Corriente que atraviesa uno ó más cátodos.
Corrosión: modificación del estado de una superficie metálica, por la acción de la humedad, agua, aire o productos químicos.
COV: compuestos orgánicos volátiles (halogenados y no-halogenados).
Criterio o Calidad de enjuague (=Razón de dilución (Rd)): Dilución de la última etapa de lavado respecto al baño. Es el cociente entre la concentración en el baño y aquella en el último lavado previo a la siguiente operación.
Cromatado (cromatizado): Tratamiento químico en una solución crómica de piezas previamente recubiertas electrolíticamente de cinc, cadmio, aluminio o sus aleaciones.
Cubriente (poder ó poder de penetración): Cualidad de un electrodepósito de cubrir el metal electrodepositado en las concavidades de la pieza.
D
Decapado: Limpiar de una superficie metálica los óxidos que la recubren.
Densidad de corriente electrolítica: Cantidad de corriente por unidad de superficie que atraviesa un punto de un electrodo.
Desengrasar: Limpiar una superficie metálica eliminando los aceites y las grasas que la recubren.
Deshidrogenado: Eliminación del hidrógeno que ha quedado atrapado entre la superficie a tratar y el recubrimiento metálico efectuado.
Desionización: proceso de purificación por eliminación de iones.
Desmetalizar: eliminar por vía mecánica, física o química un metal depositado sobre una superficie.
Desmineralización: Proceso de purificación del agua por eliminación de compuestos minerales.
Diferencia de potencial: Cociente de la potencia eléctrica disponible entre dos puntos de un circuito eléctrico por la intensidad de corriente.
V (voltios) = W (vatios) / A (amperios)
Diluir: Añadir un liquido a una solución para disminuir su concentración.
Dúctil: Calidad de lo que puede estirarse.
Dureza: Cualidad de un cuerpo de oponer una reacción a toda presión ejercida sobre su superficie.
E
Efluente: fluido de aire o agua con contaminantes que genera una emisión o corriente residual.
Electrodeposición: Proceso que permite a una sustancia depositarse sobre un electrodo gracias a un fenómeno de electrolisis.
Electrodepósito: Depósito catódico obtenido por el paso de la corriente eléctrica en una célula electrolítica.
Electrodo: Sustancia conductora a través de la cual entra ó sale la corriente eléctrica en una célula electrolítica, y a nivel de la cual los iones pierden su carga eléctrica.
Electrolisis: Operación que permite una modificación química por el paso de corriente eléctrica a través de un electrolito.
Electrolito: Solución que contiene por lo menos un cuerpo ionizado.
Emisión: liberación, directa o indirecta, de sustancias, calor, ruido, etc. al aire, agua o suelo.
F
Filtro: Aparato que permite separar las partes sólidas en suspensión en un líquido.
Flash: Depósito ó electrodepósito de débil espesor.
Floculación: Acción de agregar en pequeños trozos, a fin de aumentar el tamaño de las partículas en el momento de su precipitación.
Fosfatación: Transformación de una superficie metálica en fosfatos más ó menos complejos.
G
Granallado: Decapado superficial de las superficies metálicas por la acción de un chorro de granalla de fundición ó de acero.
H
Hidrófobo: Cuerpo que tiene la propiedad de desplazar las moléculas de agua.
Humectante: Producto químico cuya misión es disminuir la tensión superficial de la solución o del electrolito. Por ejemplo, los tensoactivos.
I
Inhibidor: Sustancia que retarda o para una reacción.
Intercambiador de iones: Compuestos sólidos insolubles en medio liquido que se presentan en forma de partículas susceptibles de intercambiar de forma reversible los iones que encierran contra los iones que se encuentran en una solución con la que se ponen en contacto.
M
MTD: mejor técnica disponible.
N
Nm3: normal metro cúbico (101.325 kPa, 273 K).
Nitruración: Tratamiento térmico que tiene por fin la difusión del nitrógeno en la superficie de determinados aceros especiales, y que tiene por fin conferirles una gran dureza.
Nivelación: Poder que poseen ciertos electrodepósítos de producir una superficie más plana que la del metal base.
P
Pasivación: Estado que toman ciertas superficies metálicas bajo el efecto de un tratamiento químico ó electrolito.
PCB (PCT): policlorobifenilo (policloroterfenilo); compuesto tóxico que contiene cloro y bifenilo; en el sector, puede hallarse en los aceites de refrigeración de rectificadores y transformadores.
pH: Medida que nos indica la acidez ó basicidad de una sustancia. La escala va desde 0 a 14.
Polarización: Fenómeno por el cual las reacciones provocadas por una corriente que atraviesa un baño electrolítico producen una fuerza electromotriz, de sentido opuesto al que genera la corriente.
ppb: partes por billón; es equivalente a μg/l.
ppm: partes por millón; equivale, por ejemplo, a mg/l.
Producto de solubilidad: es el producto de las concentraciones de los iones disueltos en un electrolito cuando se ha alcanzado el equilibrio con la sustancia no disuelta.
Q
Quelante: agente que forma un anillo cerrado de átomos por la captura de compuestos o radicales en un ión central polivalente. Suelen ser especies aniónicas o neutras que pueden establecer dos o más enlaces por molécula con un mismo ión metálico.
R
Rango de mezcla efectiva de lavado (k): medida de la cantidad de agua que entra en contacto con la superficie de la pieza durante el tiempo que ésta se halla en la cuba de enjuague. Habitualmente, se mide en litros/minuto u hora.
T
Técnica de lavado (operación de enjuague): Modo de enjuagar a partir de las diferentes posiciones de lavado existentes.
Tensión superficial de un líquido: Es la fuerza que se opone al aumento de su superficie. Se expresa en dinas por centímetro, lo que corresponde a la fuerza necesaria medida en dinas, para abrir en la superficie una fisura lineal de 1 cm de longitud. Se mide por medio del estalagnómetro.
7.5 BIBLIOGRAFÍA
ADEME. Étude technique et économique de l’utilisation des solvants dans huit secteurs industriels. Agence de l’Environnement et de la Maîtrise de l’Énergie. Francia. 1995.
AMETLLER, J. Depuración de efluentes producidos por instalaciones de tratamiento de superficies. Instituto de Tecnología y Modelización Ambiental. Terrassa. 1993.
BARA, J-C. Traitement de surface. Environnement et compétitivité. París. 1988.
BREUIL, J.N. Traitement de surface. Dépollution à la source. Cahiers Techniques de la Direction de la Prévention des Pollutions. Ministère de l’Environnement. París. 1986.
COMISIÓN EUROPEA. Draft Reference Document on Best Available Techniques for the Surface Treatment of Metals and Plastics. Versión abril 2004.
COMISIÓN EUROPEA. Council Directive 96/61/EC, de 24 de septiembre de 1996, concerning integrated pollution prevention and control. Diario Oficial de la Comunidad Europea L257, vol. 39.
COMISIÓN EUROPEA. Commission Decision on the implementation of an European pollutant emisión register (EPER) according to article 15 of Council Directive 96/61/EC concerning integrated pollution prevention and control C(2000) 2004. Diario Oficial de la Comunidad Europea L192.
CORDERES, J. Estudi i sistematització de les tecnologies de prevenció de la contaminació i producció neta en el sector de banys galvànics. No publicat. Barcelona, 1999.
DEPARTAMENT DE MEDI AMBIENT. Generalitat de Catalunya. Galvanotècnia i medi ambient. Guia pràctica per a una correcta gestió ambiental a les empreses de galvanotècnia. Generalitat de Catalunya. Barcelona, 1a i 2a edició 1992 i 1994.
DEPARTAMENT DE MEDI AMBIENT I HABITATGE. Principis Generals de Monitoratge.Documents de Referència sobre les millors tècniques disponibles aplicables a la industria. Generalitat de Catalunya. Barcelona. 2004.
DURNEY, L.J. Electroplating Enginnering Handbook. 4º ed. Van Nostrand Reinhold. 1984.
MINISTERIO DE INDUSTRIA Y ENERGÍA. Tratamiento electrolítico o químico de superficies (general). Guías Tecnológicas. Fundación Entorno. 2000.
HARTINGER, L. Handbook of effluent treatment and recycling for the metal finishing industry. Finishing Publications, Ltd. Wiltshire. 2a edició. 1994.
IHOBE. Libro Blanco para la Minimización de Residuos y Emisiones. Recubrimientos electrolíticos. Departamento de Ordenación del Territorio, vivienda y medio ambiente. Gobierno Vasco.
KUSHNER, J.B. Water and waste control for the plating shop. Gardner Publications, Inc. Ohio. 1976.
NOYES DATA CORPORATION. Hazardous waste reduction in the metal finishing industry. PCR Environmental Management, Inc. California. 1989.
OECD. Managing wastes containing cyanides: guidance document. Organisation for Economic Co-operation and development. París. 1992
PAJUNEN, P. et al. Chemical recovery systems for aluminium finishers. SM. Technical Paper 129. 1999.
PERRY, R.H. Manual del Ingeniero Químico. Mc. Graw Hill. 7ª ed. 2001.
QUALANOD. Directrices de la Marca de Calidad de Qualanod para el Anodizado del Aluminio en medio sulfúrico. Edición 15.09.2004.
UNEP. Environmental management in the electronics industry. Semiconductor Manufacture and Assembly. Technical Report nº 23. United Nations Publication. 1a edició. 1994.
U.S. ENVIRONMENTAL PROTECTION AGENCY. Guides to pollution prevention. The metal finishing industry. Ohio. 1992.
U.S. ENVIRONMENTAL PROTECTION AGENCY. Approaching Zero Discharge in Surface Finishing. Capsule Report. EPA 625/R-99/008. Cincinnati. 2000.
7.6 SISTEMAS PARA EL CÁLCULO DE ARRASTRES
La determinación del arrastre puede efectuarse, entre otros, con los métodos que se describen a continuación:
- Método 1: este método consiste determinar el arrastre mediante la variación de la concentración, en un determinado periodo de tiempo, de aquellas sustancias cuyo único consumo es debido al arraste, esto es, que no reaccionan ni precipitan ni se descomponen durante el proceso. Algunas de estas sustancias son el ácido bórico en soluciones de níquel, el ión sulfato en soluciones de cromo o el ión fosfato en soluciones de oro. Para ello hay que seguir los siguientes pasos (se define como periodo de tiempo una jornada laboral de 8h):
Antes del inicio de la jornada laboral:
1. Determinar el volumen del baño.
2. Agitar el baño y extraer una muestra del mismo.
Final de la jornada laboral:
3. Añadir agua destilada en el baño para fijar el mismo volumen que al inicio de la jornada laboral
4. Agitar el baño y extraer una muestra
5. Analizar las muestras tomadas.
Aplicando la siguiente fórmula obtenemos el arrastre:
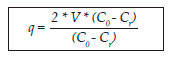 |
siendo,
q: arrastre
V: volumen del baño (litros)
C0: concentración inicial parámetro (mg/l)
Cr: concentración final parámetro (mg/l)
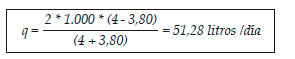
A continuación, se presenta un ejemplo numérico para el cálculo del arrastre:
Al inicio de la jornada laboral se tiene una cuba de soluciónde níquel de 1.000 litros con una concentración inicial de boro de 4 mg/l y, al finalizar las 8 horas de jornada laboral se obtiene una concentración final de boro de 3,80 mg/l, el arrastre correspondiente se calcula del modo siguiente:
 |
- Método 2: Consiste en calcular el arrastre a través de la variación de la conductividad del baño de enjuague respecto al total de bastidores procesados. Para ello debemos seguir los siguientes pasos:
1. Llenar la cuba de enjuague estanco, posterior al baño, con agua destilada y cerrar el grifo de alimentación.
2. Determinar la conductividad inicial en la cuba de enjuague.
3. Introducir el bastidor en el baño.
4. Retirar el bastidor del baño e introducirlo en la cuba de enjuague unos 60 segundos.
5. Retirar el bastidor de la cuba de enjuague y determinar la conductividad.
6. Repetir esta operación con un mínimo de 5 bastidores, midiendo en cada caso la conductividad al retirar éstos de la cuba estanca de enjuague.
7. Vaciar la cuba de enjuague, limpiarla y volver a llenarla con agua destilada midiendo, de nuevo, la conductividad (debe ser similar a la obtenida en el punto 2).
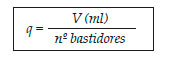
8. Derminar del volumen necesario de baño a añadir al enjuague para alcanzar la conductividad obtenida en el punto 5. Para ello se debe extraer una parte del baño (ml) con una bureta y añadir poco a poco en la cuba de enjuague hasta obtener la conductividad alcanzada en la misma al finalizar el enjuague de los 5 bastidores (punto 5). El volumen (ml) de baño añadido a la cuba de enjuague corresponde al volumen de arrastre.
Aplicando la siguiente fórmula obtenemos el arrastre:
 |
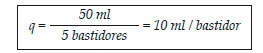
Si el volumen de baño añadido es de 50ml, considerando los 5 bastidores, el cálculo es:
 |
Este método también puede llevarse a cabo a través de la medida de la concentración de un ión (sulfato, fosfato, cloruro, etc) en el baño de enjuague, siguiendo las instrucciones anteriores.
- Método 3: Consiste un simular un arrastre en las condiciones de trabajo habitual. Para ello, deben seguirse los siguientes pasos:
1. introducir un bastidor en el baño;
2. retirar el bastidor y dejar escurrir sobre una cuba vacía;
3. enjuagar (spray) el bastidor con un volumen de agua conocido sobre la misma cuba vacía (realizar este paso con varios bastidores);
4. determinar la concentración final.
A partir de esto y, utilizando la siguiente fórmula se obtiene el arrastre:
 |
siendo,
q: arrastre
Ca: concentración parámetro en agua lavado
C0: concentración del parámetro en el baño
n: número de bastidores enjuagados
V: volumen total de agua de lavado
A continuación, se presenta un ejemplo numérico para el cálculo del arrastre:
La concentración de boro en el baño es de 4,10 mg/l en el baño (C0). Se determina una concentración del mismo en el agua de enjuague (Ca) es de 4 mg/l y un volumen total utilizado para el enjuague de 10 litros; el cálculo del arrastre es el siguiente:
 |
Los métodos 1 y 2 permiten el cálculo de los arrastres tanto para líneas con bastidores, como para líneas con bombos, sin embargo, el método 3 no puede ser utilizado en líneas de bombos debido a que el enjuague se lleva a cabo con técnicas de spray.
Teniendo en cuenta los tres métodos descritos anteriormente y, en el caso de conocer los dm2 o m2 de superficie tratada, se puede conocer el arrastre en litros / dm2 o m2 y, en el caso de tratarse de líneas de bombos y, conociendo los kg tratados, en litros / kg.
A continuación se expresan los resultados obtenidos en los diferentes ejemplos expuestos en función de la superficie o peso tratados.
Ejemplo correspondiente al método 1:
Suponiendo que se han tratado un total de 5 dm2 en un día, y valor de arrastre obtenido es q = 51,28 litros / día,
 |
Suponiendo que el arrastre corresponde a una línea de bombos que trata a lo largo de la jornada laboral 20 Kg, entonces obtendremos el siguiente arrastre:
 |
Ejemplo correspondiente al método 2:
Suponiendo que cada bastidor corresponde a 5 dm2:
 |
Supondiendo que el arrastre calculado corresponde a una línea de bombos y cada bombo son 5 kg:
 |
Ejemplo correspondiente al método 3:
Teniendo en cuenta que este método tan solo puede utilizarse para líneas con bastidores, y suponiendo que cada bastidor corresponde a 5 dm2:
 |
7.7 SISTEMAS PARA LA DETERMINACIÓN DE LA CALIDAD DE ENJUAGUE
Tal y como se ha mencionado en el punto 4.8 de la presente Guía, las necesidades de enjuague están directamente relacionadas con el nivel de arrastre producido por la superficie de las piezas al pasar de una cuba a otra.
Para el cálculo de la calidad de enjuague se han considerado dos métodos:
- Método 1: Consiste en calcular la calidad de enjuague, previo conocimiento del arrastre, tal y como se indica a continuación:
1. Disponer de una cuba de enjuague en la que se suministra un caudal de agua que mantiene constantes los valores de concentración de dicho enjuague.
2. Disponer, junto a esta cuba de enjuague, otra vacía con un soporte para los bastidores.
3. Introducir un bastidor en el baño y después sumergirlo en la cuba de enjuague 5 segundos.
4. Retirar el bastidor de la cuba de enjuague y dejarlo escurrir sobre la cuba vacía.
5. Repetir esta operación (puntos 3 y 4) un mínimo de 3 veces para tiempos de 5, 10 y 15 segundos, y calcular con la siguiente ecuación la calidad de enjuague (k) para cada caso:
 |
siendo,
k: calidad de enjuague en el líquido que se arrastra con las piezas.
q: arrastre.
C0: concentración inicial parámetro en el baño (mg/l).
Cr: concentración del arrastre (mg/l). Se obtiene mediante el análisis del líquido. recogido en la cuba vacía.
Ct: concentración inicial del parámetro en el agua de lavado (mg/l).
6. Con los datos obtenidos para los diferentes tiempos (5, 10 y 15 segundos), elaboramos un gráfico:
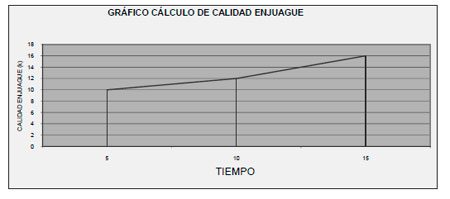 |
Una vez obtenido el gráfico para k, se debe extrapolar hasta alcanzar la intersección de la línea con el eje de las ordenadas, de esta forma se obtiene el valor de k en el instante inicial,