Folletos Informativos de Tecnología de Aguas Residuales de la EPA : Zanjas de oxidación. Parte 2

Fuente: www.epa.gov
| United States Environmental Protection Agency |
Office of Water Washington, D.C. |
EPA 832-F-00-013
Septiembre de 1999 |
CRITERIOS DE DISEÑO
Construcción
Las zanjas de oxidación se construyen normalmente de concreto reforzado, aunque también se ha usado gunita, asfalto, caucho butílico y arcilla. Normalmente se utilizan materiales impermeables para prevenir la erosión.
Parámetros de diseño
El agua residual tamizada entra a la zanja, recibe aireación y circula a una velocidad aproximada de 0.25 a 0.35 m/s (0.8 a 1.2 pies/s) para mantener los sólidos en suspensión (Metcalf & Eddy, 1991). La tasa de reciclaje del lodo activado de recirculación es del 75 al 150 por ciento, y la concentración de los sólidos en suspensión en el licor mezclado va de 1,500 a 5,000 mg/L (0.01 a 0.04 libras/galón) (Metcalf & Eddy, 1991). La eficiencia de transferencia de oxígeno en las zanjas de oxidación es de 2.5 a 3.5 libras por HP-hora (Baker Process, 1999).
Los criterios de diseño son afectados por los parámetros del agua residual afluente y las características requeridas del efluente, incluyendo la decisión o el requerimiento de lograr nitrificación, desnitrificación y/o remoción biológica del fósforo. Los parámetros específicos de diseño para zanjas de oxidación incluyen:
Tiempo de retención de sólidos (solids retention time, SRT): El volumen de las zanjas de oxidación es seleccionado con base en el SRT requerido para lograr la calidad deseada de efluente. El SRT se selecciona como una función de los requerimientos de nitrificación y la temperatura mínima del licor mezclado. Los valores de diseño del SRT varían de 4 a 48 o más días. El rango típico de valores del SRT requerido para nitrificación es de 12 a 24 días.
Tasa de carga de DBO: Las tasas de carga de DBO varían de menos de 0.16 kg/m3 (10 lb./1000 ft3) por día a más de 0.8 kg/m3 (50 lb./1000 ft3) por día. Una tasa de carga de DBO de 0.24 kg/m3 por día (15 lb./1000 ft3) se utiliza normalmente como el valor de diseño. Sin embargo, la tasa de carga de DBO típicamente no es utilizada para determinar si se produce o no la nitrificación.
Tiempo hidráulico de retención (hydraulic retention time, HRT): Mientras que este parámetro se utiliza raras veces para diseño de zanjas de oxidación, el HRT dentro de las zanjas tiene un rango de 6 a 30 horas en la mayoría de las plantas de tratamiento de aguas residuales domésticas.
DESEMPEÑO
Dado que se trata de procesos de tratamiento secundario de efectividad demostrada, los procesos de las zanjas de oxidación son fácilmente adaptables para la nitrificación y desnitrificación. Como parte del estudio «Evaluación de zanjas de oxidación para remoción de nutrientes» (EPA, 1991), se recolectaron datos de 17 plantas con zanjas de oxidación. El caudal promedio de diseño de esas plantas se encontraba entre 378 y 45,425 m3/d (0.1 a 12 mgd). El desempeño promedio de esas plantas, resumido en la Tabla 1, señala que las zanjas de oxidación logran una remoción mayor al 90 por ciento del DBO, los sólidos suspendidos y el nitrógeno amoniacal. De la misma manera, Rittmann and Langeland (1985) reportaron una remoción de nitrógeno mayor al 90 por ciento para los procesos de las zanjas de oxidación.
La siguiente sección discute el desempeño de dos instalaciones de zanjas de oxidación recientemente diseñadas.
TABLA 1 DESEMPEÑO DE LA PLANTA DE CASA GRANDE, ARIZONA
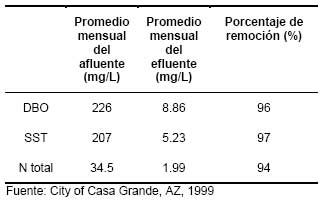 |
Casa Grande Water Reclamation Facility
La planta de tratamiento para recuperación de agua de la ciudad de Casa Grande en Arizona inició operaciones en el año 1996. El sistema fue diseñado para tratamiento de 15,142 m3/d (4.0 mgd), con el uso de una zona anóxica previa a la zona aeróbica de cada tren de tratamiento con el fin de lograr desnitrificación. Con parámetros de diseño del afluente de 270 mg/L de DBO (0.002 libras/galón), 300 mg/L de SST (0.003 libras/galón) y 45 mg/L de nitrógeno total Kjeldhal (3.8×10-4 libras/galón), la planta ha logrado cumplir en forma consistente con objetivos de descarga del efluente de 10 mg/L de DBO (8.34×10-5 libras/galón), 15 mg/L de SST (1.2×10-4 libras/galón), y 1.0 mg/L de nitrógeno en forma de amoníaco (8.34×10-6 libras/galón) y 5.0 mg/L en forma de nitratos (4.2×10-5 libras/galón). La Tabla 1 resume el desempeño de la planta entre julio de 1997 y julio de 1999.
TABLA 2 DESEMPEÑO DE LA PLANTA DE EDGARTOWN, MASSACHUSSETS
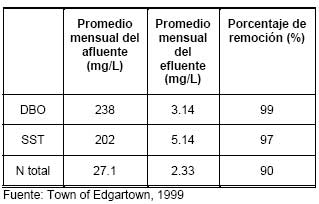 |
Planta de tratamiento de aguas residuales de Edgartown, Massachussets
La planta de tratamiento de la ciudad de Edgartown, ubicada en la isla de Martha’s Vineyard en Massachusetts, está diseñada para tratamiento de 757 m3/d (0.20 mgd) en los meses de invierno y 2,839 m3/d (0.75 mgd) en los de verano. Con dos tanques Carrousel® denitIR instalados, la planta ha logrado sus objetivos de desempeño desde el inicio de su operación. La Tabla 2 resume los valores promedio en el afluente y efluente.
OPERACION Y MANTENIMIENTO
Las zanjas de oxidación requieren un mantenimiento relativamente reducido en comparación con otros procesos de tratamiento secundario. La mayoría de las aplicaciones no requieren compuestos químicos, pero se pueden añadir sales metálicas para mejorar la remoción del fósforo.
Residuos generados
Se generan lodos primarios si la planta tiene sedimentadores primarios antes de las zanjas de oxidación. La producción de lodos en las zanjas por los procesos de oxidación va de 0.2 a 0.85 kg de SST por cada kg de DBO aplicado (0.2 a 0.85 libras por libra aplicada) (Sherwood Logan and Associates, 1999). La generación típica de lodos es de 0.65 kg de SST por kg de DBO aplicado (0.65 libras por libra aplicada). Estos valores son menores que los de instalaciones convencionales de lodos activados debido al tiempo extendido de retención de los sólidos.
Parámetros operativos
El coeficiente de transferencia de oxígeno para la remoción de DBO varía con la temperatura y el SRT. Los requerimientos típicos de oxígeno van de 1.1 a 1.5 kg de O2 por kg de DBO removido (1.1 a 1.5 libras por libra removida), y 4.57 kg de O2 por kg de nitrógeno total Kjeldhal oxidado (4.57 libras por libra oxidada) (EPA, 1991; Baker Process, 1999). La eficiencia de
transferencia de oxígeno es de 2.5 a 3.5 libras por HP-hora (Baker Process, 1999).
COSTOS
El volumen de los tanques y el área construida de las plantas con zanjas de oxidación son tradicionalmente mucho mayores que los de otros procesos convencionales de tratamiento secundario. La extensa área construida tiene como resultado mayores costos de inversión de capital, especialmente en áreas urbanas en donde el terreno disponible es muy costoso. Los reactores verticales, en los cuales el flujo avanza por el reactor hacia el fondo del tanque, son generalmente más costos que los reactores horizontales tradicionales. Sin embargo, debido a que estos requieren un menor terreno que los reactores horizontales más tradicionales, el uso de reactores verticales puede producir una reducción significativa del costo total de inversión en donde el precio del terreno sea alto.
Los costos de las plantas con zanjas de oxidación varían de acuerdo con la capacidad de tratamiento, las consideraciones de diseño por los límites del efluente, y otros factores específicos del sitio. Los costos de inversión para construcción de 10 plantas que fueron evaluadas por la EPA en 1991 tuvieron un rango de costos de $0.52 a $3.17 por litro-día de agua tratada ($1.96 a $12.00 por gpd). Estos costos fueron actualizados usando un índice de costo de construcción de ENR (Engineering News Records) de 5916.
Información más reciente obtenida de los fabricantes para instalaciones con capacidad de tratamiento entre 3,785 a 25,740 m3/d (1.0 a 6.8 mgd) señala que los costos van de $0.66 a $1.10 por litro-día ($2.50 a $4.00 por gpd). Por ejemplo, la planta de recuperación de agua de Blue Heron (Blue Heron Water Reclamation Facility) en Titusville, Florida –una instalación con zanjas de oxidación y manejo de lodos con una capacidad de 15,142 m3/d (4.0 mgd) que inició operaciones en 1996– fue construida a un costo de $0.80 por litro-día ($3.00 por gpd) (Kruger, 1996). La instalación incluye procesos de fases múltiples para la remoción biológica de nutrientes y un sistema sofisticado de adquisición de datos y supervisión de control (Supervisory Control and Data Acquisition System, SCADA).
Las zanjas de oxidación tienen costos de operación y mantenimiento significativamente menores que otros procesos de tratamiento secundario. Con relación a otras tecnologías de tratamiento las necesidades de energía son bajas, el control por parte de los operadores es mínimo, y normalmente adición de compuestos químicos no es requerida. Por ejemplo, la planta de recuperación de agua residual de Tar River (Tar River Wastewater Reclamation Facility) de Louisburg en North Carolina reportó un ahorro de energía del 40 por ciento en comparación con plantas convencionales de lodos activados (Ellington, 1999). El uso de las zanjas también eliminó costos de compuestos químicos y permitió que el personal estuviera disponible para otras tareas en la planta (Ellington, 1999).
REFERENCIAS
Otros Folletos Informativos relacionados: Otros Folletos Informativos de la U.S. EPA se pueden obtener en el siguiente sitio de Internet: http://www.epa.gov/owmitnet/mtbfact.htm
- Baker Process, 1999. Personal communication with Betty-Ann Custis, Senior Process Engineer, Memorandum to Parsons Engineering Science, Inc.
- City of Casa Grande, Arizona, 1999. Facsimile from Jerry Anglin to Parsons Engineering Science, Inc.
- Ettlilch, William F., March 1978. A Comparison of Oxidation Ditch Plants to Competing Processes for Secondary and Advanced Treatment of Municipal Wastes.
- Ellington, Jimmy, 1999. Plant Superintendent, Tar River Water Reclamation Facility. Personal conversation with Parsons Engineering Science, Inc.
- Kruger, Inc. 1996. A2O &ATAD Processes provide Effective Wastewater, Biosoilds Treatment for Titusville, Fla. Fluentlines, 1 (2).
- Metcalf and Eddy, Inc., 1991. Wastewater Engineering: Treatment, Disposal, Reuse. 3rd edition. New York: McGraw Hill.
- Sherwood Logan and Associates, Inc., 1999. Personal communication with Robert Fairweather. Faxsimile transmitted to Parsons Engineering Science, Inc.
- Town of Edgartown, Massachusetts, 1999. Facsimile from Mike Eldridge to Parsons Engineering Science, Inc
- U.S. Environmental Protection Agency, February 1980. Innovative and Alternative Technology Assessment Manual. Office of Water Program Operations, Washington, D.C. and Office of Research and Development, Cincinnati, Ohio.
- U.S. Environmental Protection Agency, Municipal Environmental Research Laboratory, September 1991. Office of Research and Development, Cincinnati, Ohio, EPA-600/2-78-051. Prepared by HydroQual, Inc. Preliminary Draft Evaluation of Oxidation Ditches for Nutrient Removal.
- Water Environment Federation, 1998. Design of Municipal Wastewater Treatment Plants, 4th edition, Manual of Practice No. 8: Vol 2, Water Environment Federation: Alexandria, Virginia.
INFORMACION ADICIONAL
City of Findlay, Ohio Jim Paul, Supervisor – Water Pollution Control 1201 South River Road Findlay, OH 45840
Edgartown Wastewater Department Michael Eldredge, Chief Operator P.O. Box 1068 Edgartown, MA 02539
Casa Grande WWTP Jerry Anglin, Chief Operator 1194 West Koartsen Casa Grande, AZ 85222
Tar River Wastewater Reclamation Facility Jimmy Ellington, Superintendent 110 W. Nash St. Louisburg, NC 27549
National Small Flows Clearing House at West Virginia University P.O. Box 6064 Morgantown, WV 26506
La mención de marcas o de productos comerciales no significa que la Agencia de Protección Ambiental de los Estados Unidos apruebe o recomiende su uso.
Para mayor información, contactarse con: Municipal Technology Branch U.S. EPA Mail Code 4204 1200 Pennsylvania Ave., NW Washington, D.C., 20460