Eliminación de H2S a alta temperatura de gases procedentes de la gasificación del carbón
|
Introducción
|
El carbón, a pesar de ser una de las fuentes de energía que más han contribuido al desarrollo industrial de los países, aún hoy constituye una de las mayores esperanzas de futuro en el terreno energético, puesto que las reservas mundiales reconocidas aseguran su utilización durante unos 200 años, un tiempo muy superior al del gas natural y al del petróleo(50 años).
Sin embargo es conocido, que el carbón viene acompañado de un gran número de impurezas y, que al ser sometido a diferentes tratamientos, especialmente la combustión, son arrojadas a la atmósfera constituyendo una de las mayores fuentes de contaminación atmosférica reconocida.
Dentro de los agentes contaminantes se pueden citar, los VOCs, los agentes particulados, los óxidos de nitrógeno, etc, pero, sobre todo, los compuestos de azufre, por su relativa abundancia, son, con mucho, los más perjudiciales.
Su gran incidencia en la generación de lluvia ácida y su impacto medioambiental en los lugares cercanos a las centrales térmicas son efectos muy bien ilustrados en la bibliografía.
Más de la mitad de la energía eléctrica producida en los países de la UE se genera en centrales térmicas alimentadas con carbón.
En España la cifra es muy similar pero el tema adquiere mayor relevancia porque, prácticamente, es la única fuente de energía disponible y los carbones nacionales existentes suelen ser de baja calidad. Por ejemplo, algunos lignitos presentan contenidos de azufre superiores al 5 %.
La disminución de emisiones gaseosas de compuestos de azufre está recogida en todas las legislaciones medio ambientales de los países del mundo, que establecen los niveles máximos permitidos, actualmente de unos 200 ppmv, que progresivamente se hacen cada vez más restrictivos.
Sin embargo, en el caso de la combustión del carbón, son las nuevas tecnologías para la generación de electricidad de forma más eficaz y limpia, las que imponen límites más severos a la eliminación de los compuestos de azufre, por su efecto perjudicial en el funcionamiento del propio sistema.
Los métodos utilizados para la desulfuración de gases se suelen dividir en métodos secos y métodos por vía húmeda. Los primeros utilizan un sólido que retiene a los compuestos de azufre por quimisorción o reacción química.
Cuando el sólido está agotado puede ser sometido, posteriormente, a procesos de regeneración.
En los métodos por vía húmeda se suele utilizar la reacción química, generalmente de tipo ácido-base, de un líquido con el compuesto de azufre.
Desde el punto de vista aplicado se puede decir que los métodos por vía húmeda son muy eficaces porque permiten reducir las emisiones hasta niveles más bajos ( 100 ppmv) y están mucho más implantados que los métodos secos.
Sin embargo, generan grandes cantidades de residuos y solamente son útiles a bajas temperaturas.
Estudios ya muy bien establecidos demuestran que la forma más eficaz de utilización del carbón para la generación de energía eléctrica consiste en la gasificación integrada del carbón.
Los gases generados se utilizan para la alimentación de, bien, sucesivas turbinas de gas y vapor de gran rendimiento en lo que se suele denominar ciclo combinado (IGCC), o bien de pilas de combustible de carbonatos fundidos (IGFC).
En estos sistemas se pueden alcanzar rendimientos energéticos del 45-50 % que son muy superiores a los obtenidos en calderas de combustión convencionales de lecho fijo (<30 %) o de lecho fluidizado ( <40 %).
A la salida de una gasificadora los compuestos de azufre se encuentran fundamentalmente como H2S a temperatura muy elevada.
Para el buen funcionamiento de estas tecnologías es necesario que el grado de desulfuración de los gases sea superior a 50 ppmv e incluso 10 ppmv para IGMC.
Adicionalmente, con objeto de no disminuir la eficiencia energética del proceso global, dicha desulfuración debería llevarse a cabo a alta temperatura (> 500 oC), razón por la cual los métodos por vía húmeda no son aplicables.
La planta de IGCC recientemente instalada por ELCOGAS en Puertollano (España), con participación de varias compañías eléctricas y subvencionada por la UE, en principio, ha instalado un sistema de desulfuración por vía húmeda ante la falta de otro método alternativo suficientemente desarrollado.
|
TECNOLOGÍAS ALTERNATIVAS EN DESARROLLO
|
Estudios termodinámicos demuestran que utilizando diversos óxidos metálicos como adsorbentes, a temperatura 500-700 oC, se pueden reducir los niveles de H2S en gases que simulan la composición de los gases de gasificación del carbón, desde 0.5-1 vol% hasta 1-5 ppmv en los gases de salida de un reactor de lecho fijo.
Adicionalmente, estos óxidos pueden ser fácilmente regenerados en atmósfera oxidativa en un reactor aparte, con lo cual pueden ser utilizados en numerosos y sucesivos ciclos sulfuración-regeneración.
Los primeros estudios llevados a cabo con ferritas de zinc, generalmente en reactores de lecho fijo, demostraron que estos compuestos son altamente reactivos en los primeros ciclos, pero su eficiencia y las resistencia mecánica disminuían progresivamente hasta alcanzar niveles intolerables despues de, tan sólo, una decena de ciclos.
Antes de que este tipo de sorbentes pueda alcanzar un nivel de desarrollo comercial el período de utilización debería de extenderse hasta, al menos, 100 ciclos.
Para su desarrollo se ha propuesto la adición de: a) Nuevos óxidos metálicos que incrementen la estabilidad frente la fuerte acción reductora de los gases procedentes del carbón, o incrementen la reactividad intrínseca de sulfuración.
b) Otros aditivos que modifiquen las propiedades texturales del sorbente en la fabricación.
c) Diferentes tipos de morfologías de sorbentes (extruidos cilíndricos, esféricos, monolitos, etc.).
Sin embargo, para que este tipo de sorbentes alcance el grado de desarrollo necesario para aplicaciones industriales aún queda un largo camino por recorrer.
|
FUNDAMENTOS TEÓRICOS Y EXPERIMENTALES
|
El proceso de sulfuracion tiene lugar a traves de la reaccion:
MeO + H2S ————¨ MeS + H2O [1]
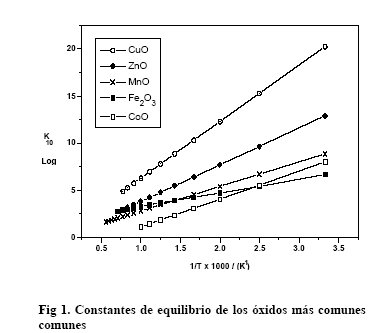
En consecuencia, la primera propiedad que debe de poseer un buen sorbente es una elevada constante de equilibrio que permita alcanzar bajas concentraciones de H2S en los gases de salida.
Los oxidos mas eficaces son CuO, ZnO, MnO, Fe2O3 y CoO. (Fig 1).
 |
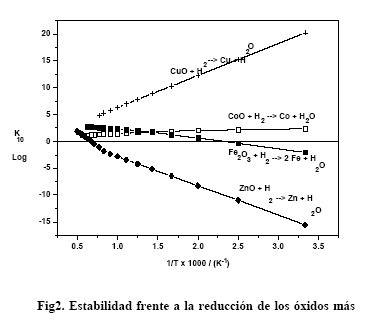 |
La siguiente propiedad que debe de poseer un sorbente debe ser su estabilidad frente a la acción reductora del H2 y del CO.
De acuerdo con la Fig 2 los óxidos CuO, CoO y Fe2O3 no son estables y el material situado en las capas altas del reactor de lecho fijo serían reducidos a estados de oxidación más bajos antes de que tenga lugar la sulfuración.
La reacción de sulfuración de los óxidos en estado de oxidación menor ya no está tan desplazada hacia la derecha y las conversiones de equilibrio ya no son tan altas.
La tercera condición es que la fase sulfato en condiciones oxidantes no debería ser estable puesto que invalidaría el proceso de regeneración.
Por ejemplo, para evitar la formación de ZnSO4, el proceso de regeneración de sorbentes basados en ZnO debería de realizarse a temperatura sensiblemente más alta que la sulfuración.
Otra propiedad muy importante que debería poseer un sorbente es una elevada reactividad de sulfuración.
Dado que se trata de una reacción gas-sólido la reactividad global puede ser directamente estudiada en una termobalanza a través de la ganancia de peso. Para la determinación de los pasos que controlan la velocidad de reacción global es necesario la utilización de modelos que describan:
a) la transferencia de masa a través de la capa gaseosa que rodea una partícula,
b) la difusión de los gases a través de los poros intraparticulares
c) la difusión de los gases a través de la capa sulfuro formado
d) la reactividad intrínseca en la interfase sulfuro-sorbente fresco.
Los modelos más comúnmente utilizados son los de grano con propiedades variables que permiten calcular la velocidad global de reacción en razonable acuerdo con los resultados experimentales obtenidos en termobalanza.
Dichos modelos predicen que los pasos determinantes de la reactividad global de los sorbentes suelen ser la reactividad intrínseca y la difusión de los gases a través de la capa sulfuro.
El desarrollo de nuevos sorbentes para la desulfuración de gases a alta temperatura debe, en consecuencia, ir dirigido a incrementar la reactividad intrínseca y a la modificación de las propiedades texturales del
sorbente, especialmente si éste se fabrica en forma de extruido
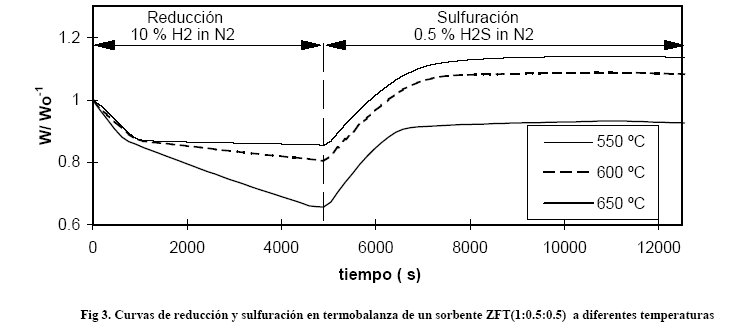
Como ejemplo, en la Figura 3 se muestran las correspondientes curvas de reducción y sulfuración del sorbente ZFT(1:0.5:0.5) a diferentes temperaturas.
A 550 oC el sorbente no es estable y se descompone en sus componentes óxidos.
El Fe2O3 a su vez se reduce hasta Fe0 mientras que el TiO2 y el ZnO son estables.
A temperatura más alta, sin embargo, el ZnO también resulta inestable y se incrementan las pérdidas de peso como consecuencia de la parcial evaporación del Zn metálico.
En el proceso de sulfuración la velocidad de reacción transcurre hasta la conversión total de la fase activa del sorbente (el TiO2 en este sorbente es una fase pasiva que no se sulfura), con un cambio muy pequeño de la pendiente de las curvas que implica que la energía de activación es muy pequeña y que la etapa determinante del proceso es la difusión del reactante a través de la capa sulfuro.
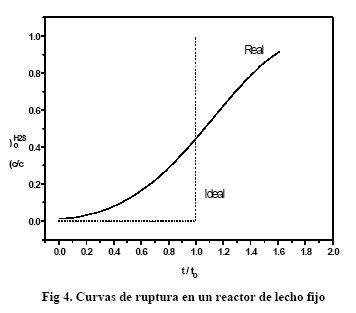
Los efectos cinéticos también se muestran en el comportamiento de los sorbentes en un reactor de lecho fijo a través de las curvas de ruptura (Figura 4). Para el sorbente ideal la concentración de H2S en los gases de salida antes de la ruptura es la correspondiente al equilibrio termodinámico.
La ruptura ocurre con la conversión total del sorbente en un tiempo t/to=1, en el cual la concentración incrementa repentinamente hasta la concentración en los gases de entrada.to se define como el tiempo teóricamente necesario para alcanzar la completa conversión del sorbente deducido de un simple balance de masa de azufre.
En este caso, el frente de sulfuración en el interior del lecho del reactor es un plano horizontal que separa la región con el sorbente completamente convertido de la región con el sorbente fresco. La velocidad de desplazamiento a lo largo del lecho del reactor depende de las condiciones de flujo utilizadas.
Para un sorbente real, sin embargo, la menor reactividad se pone de manifiesto en la mayor o menor pendiente de la correspondiente curva de ruptura (Figura 4).
Incluso mucho antes de la ruptura, tiempo t/to<1, la concentración de H2S en los gases de salida es superior a la correspondiente al equilibrio.
Por otra parte, en t/to= 1 todavía no se ha alcanzado la completa conversión del sorbente real y el sorbente debe de ser retirado del reactor para iniciar el proceso de regeneración, cuando la conversión del sorbente aún no es completa, que se manifiesta por una menor eficiencia en comparación con el sorbente ideal.
En este caso, el frente de sulfuración es una banda más o menos difusa que, dependiendo de la relación tiempo de semirreacción-tiempo de residencia, puede extenderse, incluso, a lo largo de todo el lecho, en cuyo interior la conversión del sorbente y la concentración de H2S varía de forma continua.
 |
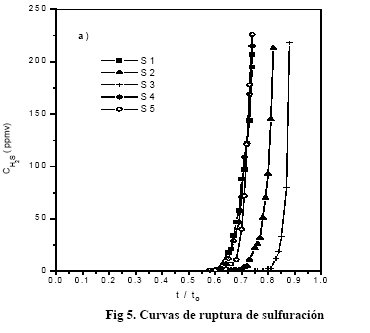 |
En las Figuras 5 y 6 se muestran curvas típicas de sulfuración y regeneración de un determinado sorbente, respectívamente.
En la sulfuración (Fig 5) antes de la ruptura la concentración de H2S alcanza niveles casi indetectables mientras que en la ruptura las curvas se elevan casi verticalmente, es decir, en las condiciones ensayadas el sorbente presenta un comportamiento de sorbente casi ideal sin que se revelen efectos cinéticos.
Sin embargo, la ruptura ocurre en un tiempo t/to<1 que implica que la conversión del sorbente no es completa y que la eficiencia es del 90 %.
En la regeneración en atmósfera oxidativa (Fig 6) la concentración de SO2 es la esperada a partir de la concentración de O2 utilizada y ocurre en los t/to esperados para la completa regeneración del sorbente.
La última propiedad que debe de exigirse a un sorbente regenerable es que a lo largo de, al menos, 100 ciclos sucesivos de sulfuración-regeneración la disminución de la eficiencia y la progresiva degradación de sus propiedades mecánicas no sean excesivas.
En la Figura 5 se muestra que la eficiencia del sorbente disminuye progresivamente, aún cuando en los dos primeros ciclos los resultados son un poco imprevisibles porque el material fresco se obtiene de
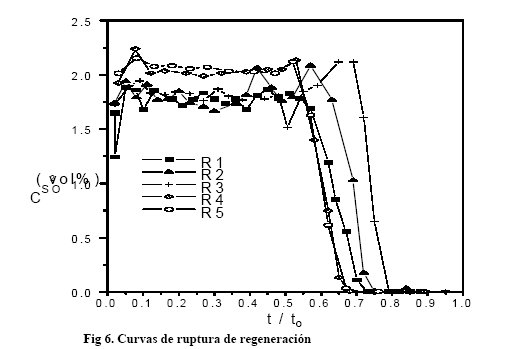
forma distinta al regenerado, y la formación de SO2 en la regeneración disminuye en ciclos sucesivos como consecuencia del incremento de la formación de azufre elemental.
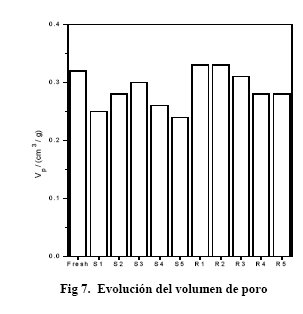
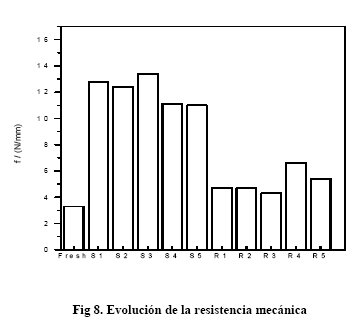
En las Figuras 7 y 8 se muestra la evolución de las propiedades texturales y de la resistencia mecánica de los extruidos en sucesivos ensayos multiciclo en donde se observa el progresivo decaimiento del comportamiento como consecuencia de la sinterización y el estrés térmico.
 |
 |
J.M. Palacios,
M.Pineda,
L.Alonso.
Instituto de Catálisis y Petroleoquímica. CSIC,
Campus Universidad Autónoma, Cantoblanco, 28049-Madrid (España).
E-mail: [email protected] R.Moliner, E.García.
Instituto de Carboquímica. CSIC, Poeta Luciano Gracia 5, 50015-Zaragoza (España).