El biodiésel dentro de la biorrefinería. Nuevas estrategias
Resumen
El biodiésel es, junto con el bioetanol, el biocarburante que ha alcanzado un mayor grado de desarrollo y de sustitución de los carburantes fósiles. La producción industrial de biodiésel se realiza mayoritariamente a partir de aceites obtenidos de vegetales oleaginosos, mediante la transesterificación directa de los triglicéridos utilizando metanol, y NaOH o KOH como catalizadores.
La incorporación del proceso de producción de biodiésel dentro de una biorrefinería es posible, aunque presenta algunas dificultades técnicas que no están completamente resueltas. Desde organismos políticos, como la Comunidad Económica Europea, se está impulsando la producción de biocombustibles de segunda generación, que utilicen materias primas residuales o no competitivas con la alimentación. Sin embargo, existen todavía importantes barreras tecnológicas que impiden que esta producción sea mayoritaria, como por ejemplo la obtención de un combustible que, generalmente, presenta peores características que cuando se utilizan aceites limpios, o la mayor complejidad de algunas de las etapas del proceso productivo. Además, la creciente producción de glicerina que se genera como subproducto de este proceso, y que ya no puede ser absorbida por un mercado prácticamente saturado, es otro problema de especial importancia.
En este trabajo se pretende realizar una descripción de la situación de este sector en España, de los principales problemas que se presentan para su implantación en las biorefinerías, y algunas de las principales contribuciones que desde la comunidad científica se está haciendo para su resolución.
1. El biodiésel.
Como es bien conocido, el biodiésel es una mezcla de ésteres obtenidos por la transesterificación de triglicéridos con un alcohol de cadena corta, habitualmente metanol (Fatty Acid Methyl Esther, FAME) o etanol (Fatty Acid Ethyl Esther, FAEE).
Aunque existen varias alternativas para llevar a cabo la producción de este biocarburante, el proceso industrial más típico constaría de las siguientes etapas:
– Acondicionamiento y limpieza de las materias primas, tradicionalmente aceites de semillas o plantas oleaginosas, como el girasol, la palma o la colza, para la eliminación de posibles contaminantes, como sólidos, humedad, gomas, etc.
– Esterificación. Elimina los posibles ácidos grasos libres que pueden interferir en la transesterificación. Se lleva a cabo con el mismo alcohol que la transesterificación y un catalizador ácido (habitualmente H2SO4)
– Transesterificación con el alcohol. A temperaturas próximas a la de ebullición de éste, con catalizador básico (NaOH o KOH) y una duración variable dependiendo de la tecnología empleada.
– Separación de la glicerina y depuración del combustible.
En la primera década del siglo XXI, la producción de este biocarburante ha crecido de una forma muy importante en todo el mundo, comercializándose en estos momentos en diferentes porcentajes de mezcla con diésel de petróleo, o como combustible puro. Así, el diésel para automoción estandar que en la actualidad se puede adquirir en un gran número de paises, contiene porcentajes variables de biodiésel, que actualmente se suelen situar entre el 3 y el 5%.
Paralelamente a este crecimiento de la producción industrial, ha crecido el interés de la comunidad científica respecto al tema. Entre 2005 y 2013 el número de artículos relacionados directamente con el biodiésel se ha multiplicado por seis, abarcando tanto aspectos técnicos, como medioambientales o socioeconómicos.
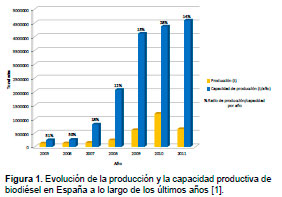
A pesar de este crecimiento tan importante de la producción mundial, en España este sector está atravesando una situación complicada. Como se puede ver en la Figura 1, mientras que la capacidad productiva en nuestro país ha crecido de forma continua, aumentando significativamente entre los años 2006 y 2009, la producción lo ha hecho en mucha menor medida, llegando a disminuir en los últimos años debido al cierre de algunas plantas. Así, la ratio producción anual/capacidad productiva, se situó en el año 2011 en el 11% [1]. Existen varias causas para esta situación. Por un lado, una excesiva euforia generada en nuestro país hacia mitad de la década pasada respecto a este biocombustible que, junto con la relativa simplicidad del proceso productivo, produjo un rápido crecimiento en el número de productores, aun cuando muchos de ellos no contaban con una tecnología probada. Por otro lado, los costes de producción son elevados y debidos principalmente al alto precio de la materia prima cuando se utilizan aceites de calidad, pudiendo suponer hasta un 90% de los costes totales. Estos elevados costes, junto con las políticas de subvención del biocarburante llevadas a cabo por algunos países de fuera de Europa, como Argentina o Indonesia, han hecho que resulte más barato la adquisición del biodiésel, que la del aceite necesario para producirlo, lo que ha ocasionado la parada o cierre de muchos de los centros productores.
 |
Este alto precio de las materias primas, junto con otros factores como el creciente desplazamiento hacia materias primas de segunda generación, impulsado también por las políticas de la Unión Europea están produciendo un aumento del interés acerca de nuevas materias primas y procesos, que pueden permitir incorporar de forma efectiva la sintesis de biodiésel dentro de algunos procesos de biorrefinería. Así existen propuestas como la conocida como “directiva ILUC” que pretenden limitar la contribución de los biocarburantes producidos a partir de materias primas comestibles, a la cantidad total que se incorpore de manera obligatoria al diésel de petróleo en los próximos años [2].
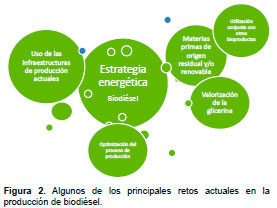
En la Figura 2 pueden verse algunos del los principales retos que se plantean actualmente en la producción de biodiésel. Como se ha comentado, es preciso incorporar a los procesos productivos diferentes residuos grasos o materias primas de altas productividades y no competitivas con la alimentación humana.
Este tipo de materiales pueden tener una mayor complejidad de procesado y conducen habitualmente a un producto que no siempre cumple con las especificaciones de calidad establecidas por las normativas internacionales.
Es preciso también estudiar nuevos procesos productivos o modificar los actuales, de forma que sea posible trabajar de forma adecuada con estas materias primas y disminuir los costes de producción.
Del mismo modo, y con vistas a su integración a las biorrefinerías, es preciso plantear el aprovechamiento conjunto de diferentes bioproductos o fracciones de las mismas. Esta utilización conjunta puede permitir, por ejemplo, la mejora de las propiedades de estos biocombustibles producidos a partir de los nuevos materiales.
 |
Por otro lado, uno de los fenómenos que se ha producido como consecuencia del rápido crecimiento de la producción del biodiésel ha sido la saturación del mercado internacional de la glicerina (obtenida como subproducto del proceso productivo). La introducción de una gran cantidad de toneladas en dicho mercado ha producido que los precios de la misma hayan caído en los últimos diez años, llegando, en algunos casos, a tenerse que pagar para que la glicerina sea recogida de algunos centros productores de biodiésel [3]. El desarrollo de nuevas aplicaciones industriales para este material debe producir una
mejora sustancial en la economía global del proceso.
Además, y como se ha comentado anteriormente, una gran parte de las plantas productoras que existen en la actualidad están paradas u operando por debajo de su capacidad. El aprovechamiento y adaptación de esta capacidad productora es también un reto que es preciso abordar a corto o medio plazo.
2. La producción de biodiésel en la biorrefinería.
Algunas líneas de investigación.
Desde hace algunos años existen ya numerosos estudios, e incluso experiencias industriales en la utilización de algunos de estos materiales residuales como aceites usados de consumo humano o grasas animales. También existe ya una importante experiencia en el trabajo con algunas plantas oleaginosas, que no son aptas para el consumo humano como el ricino [4] o la Jatropha Curcas [5]. El objetivo de muchos de estos trabajos es la identificación de materias primas de altas productividades y que puedan ser cultivadas en zonas donde no resulta fácil la obtención de otros cultivos tradicionales por la escasez de agua, las condiciones del suelo o la climatología. Aun así, se continúa explorando nuevos materiales, y trabajando sobre algunos en los que aún no se han conseguido resultados que permitan su introducción en la producción industrial, como las algas. Muchos autores plantean que la utilización de estas algas para la producción de biocombustible produciría numerosos beneficios, ya que su cultivo requiere de poca atención, pudiéndose utilizar aguas no aptas para el consumo humano, y necesitando entre 49 y 132 veces menos terreno que el girasol o la colza para producciones similares de combustible.
Además, al requerir de CO2 para su crecimiento, actuan como secuestrantes naturales del mismo [6].
La utilización de muchas de estas materias primas residuales, generalmente de peor calidad, dificulta el proceso de producción y permite obtener un biodiésel con peores valores en muchas de sus propiedades.
Existen varias normas de obligado cumplimiento para el biodiésel puro (EN 14214 en Europa y ASTM 6751 en Estados Unidos) que fijan los valores límite para más de una veintena de parámetros. De entre estos parámetros existen dos de importancia que habitualmente se ven negativamente afectados al utilizar este tipo de alimentaciones: la estabilidad a la oxidación y el punto de obstrucción de filtro en frío (POFF). El primero de ellos hace referencia a la estabilidad en el tiempo de las muestras de biocarburante, mientras que el segundo es un indicativo del comportamiento del mismo a bajas temperaturas.
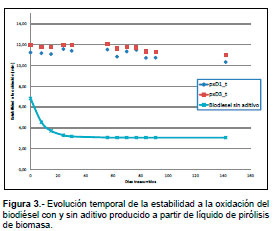
En este sentido, se están realizando estudios sobre la posible utilización de mezclas de biodiésel con pequeñas cantidades de otros productos obtenibles en biorrefinería y que pueden mejorar sustancialmente dichas propiedades. La Figura 3 muestra el efecto sobre la estabilidad a la oxidación de la utilización de aditivos obtenidos en procesos de biorrefinería. A un biodiésel de aceite de girasol se le adicionó inmediatamente después de depurarlo un 1% de dos aditivos, pxD1_t y pxD3_t, obtenidos a partir de líquido de pirólisis de biomasa. Es preciso comentar que este porcentaje añadido es sustancialmente inferior al máximo permitido por la normativa para los aditivos del biodiésel. El biodiésel sin aditivar sufre una rapida disminución de este parámetro, estabilizandose posteriormente en un valor muy bajo. Al añadir el aditivo se produce un aumento sustancial de la propiedad que, además se mantiene mucho más estable a lo largo del tiempo.
Resultados similares se obtuvieron con biodiesel producido a partir de aceites residuales. Así, la utilización conjunta de diversos productos puede permitir integrar la producción de biodiésel dentro de la biorrefinería para muchos tipos de residuos o materiales que puedan contener triglicéridos.
Como también se ha comentado, el exceso de glicerina que existe en este momento, producida en gran medida por el crecimiento en la producción de biodiésel, ha atraído a un importante número de investigadores hacia la búsqueda de nuevas aplicaciones para la misma. Las soluciones propuestas en este ámbito son muy diversas, abarcando desde su aplicación a la alimentación
 |
Dentro de estos procesos termoquímicos, se han propuesto diferentes vias de aprovechamiento de la misma que incluyen procesos de pirólisis, reformado con vapor, oxidación parcial, o reformado en fase líquida. Estos procesos se pueden llevar a cabo en diferentes condiciones y con la presencia o no de un catalizador [8].
Otra interesante propuesta para la utilización de la glicerina es su transformación química en productos como los acetatos de glicerina que, según algunos autores, adicionados en pequeñas cantidades al propio biodiésel pueden mejorar las propiedades frías del mismo. También sería posible obtener estos acetatos directamente en lugar de la glicerina, si se utiliza como reactivo acetato de metilo [9] o de etilo [10] en lugar del metanol o etanol, respectivamente.
Como una vía diferente para solucionar este problema, se está trabajando sobre reacciones alternativas que permitan obtener un combustible en el que la molécula de glicerina permanezca incorporada dentro del mismo. Entre las más interesantes, autores como Verdugo y cols. [11] han trabajado sobre reacciónes catalíticas de transesterificación selectiva, en la que se produciría la sustitución de dos ácidos grasos, pero no del tercero.
Eso permitiría obtener un biocombustible formado en sus dos terceras partes por FAME o FAEE, siendo el constituyente de la tercera parte monoglicérido.
Este combustible tendría propiedades parecidas a las del biodiésel, y sin la producción de glicerina, que quedaría unida al tercero de los ácidos grasos.
Una de las modificaciones de proceso que está empezando a estudiarse para su aplicación en la producción de biodiésel es la destilación reactiva, en la que se la producción y separación del combustible se llevaría a cabo en el mismo equipo. Este tipo de procesos permiten disminuir el tamaño de los equipos utilizados en el proceso de producción y reducir la cantidad de energía aplicada al proceso [12]. Otro tipo de modificaciones del proceso de producción, que pueden simplificar las etapas de separación y limpieza del producto, llevan investigándose durante más tiempo. En concreto, la utilización de catalizadores heterogéneos, con carácter ácido, básico o enzimáticos, que pudieran separarse de una forma sencilla, ha sido probada por numerosos investigadores [13, 14]. También la posibilidad de llevar a cabo la reacción en condiciones supercríticas ha suscitado un gran interés en los últimos años entre la comunidad científica [15]. La utilización de estas altas presiones y temperaturas permite disminuir sensiblemente los tiempos de reacción por la completa mezcla de los reactivos, que en las condiciones habituales de trabajo son inmiscibles, eliminandose la necesidad de trabajar con catalizador. Así, en este tipo de procesos, también se simplifican en gran medida las etapas de separación y limpieza del biodiésel.
En conclusión, puede decirse que en la actualidad existen numerosas vías de investigación potencialmente capaces de superar las barreras tecnológicas que a día de hoy dificultan la producción económica de biodiésel a gran escala, y de su incorparación dentro de la biorrefinería.
4. Bibliografía
[1] Informe acerca del mercado del biodiésel en España.
Asociación de Productores de Energías Renovables – APPA [consulta 20-04-2014]. Disponible en: http://www.appa.es/ descargas/Balance_Biocarburantes_2011_Marzo_2012.pdf
[2] Proposal for a Directive of the European Parliament and of the Council. Burssels, 17.10.2012, 2012/0288 (COD). [Consulta 21-04- 2014]. http://ec.europa.eu/energy/ renewables/biofuels/doc/biofuels/com_2012_0595_en.pdf Disponible en: http://ec.europa.eu/energy/renewables/biofuels/doc/biofuels/com_2012_0595_en.pdf
[3] Ayoub M, Abdullah AZ. Critical review on the current scenario and significance of crude glycerol resulting from biodiesel industry towards more sustainable renewable energy industry. RENEWABLE AND SUSTAINABLE ENERGY REVIEWS 2012; 16 (5): 2671-2686
[4] Dias JM, Araújo JM, Costa JF, Alvim-Ferraz MCM, Almeida MF. Biodiesel production from raw castor oil. ENERGY 2013; 53(1): 58-66
[5] Huerga IR, Zanuttini MS, Gross MS, Querini CA. Biodiesel production from Jatropha curcas: Integrated process optimization. ENERGY CONVERSION AND MANAGEMENT 2014; 80: 1-9
[6] Mata T, Martins A, Caetano NS. Microalgae for biodiesel production and other applications: A review. RENEWABLE AND SUSTAINABLE ENERGY REVIEWS 2010;14: 217- 232.
[7] Kovács P, Zsédely E, Kovács A, Virág G, Schmidt J.Apparent digestible and metabolizable energy content
of glycerol in feed of growing pigs. LIVESTOCK SCIENCE 201; 142: 229-234
[8] Lin Y-Ch. CO2 Catalytic valorization of glycerol to hydrogen and syngas. INTERNATIONAL JOURNAL OF HYDROGEN ENERGY 2013; 38: 2678-2700
[9] Casas A, Ramos MJ, Pérez A. New trends in biodiesel production: Chemical interesterification of sunflower oil with methyl acetate. BIOMASS AND BIOENERGY 2011; 35(5): 1702-1709
[10] Modi MK, Reddy JRC, Rao BVSK, Prasad RBN. Lipase-mediated conversion of vegetable oils into biodiesel using ethyl acetate as acyl acceptor. BIORESOURCE TECHNOLOGY 2007; 98 (6): 1260-1264
[11] Verdugo C, Luque R, Luna D, Hidalgo JM, Posadillo A, Sancho E.D, Rodríguez S, Ferreira-Dias S, Bautista F, Romero AA. A comprehensive study of reaction parameters in the enzimatic production of novel biofuels integrating glycerol into their composition. BIORESOURCE TECHNOLOGY 2010; 101: 6657-6662.
[12] Gómez-Castro FI, Rico-Ramírez V, Segovia-Hernández JG, Hernández S. Feasibility study of a thermally coupled reactive distillation process for biodiesel production. CHEMICAL ENGINEERING AND PROCESSING:
PROCESS INTENSIFICATION 2010; 49(3): 262-269
[13] Singh Chouhan AP, Sarma AK. Modern heterogeneous catalysts for biodiesel production: A comprehensive review. RENEWABLE AND SUSTAINABLE ENERGY REVIEWS 2011; 15(9): 4378-4399
[14] Christopher LP, Kumar H, Zambare VP. Enzymatic biodiesel: Challenges and opportunities. APPLIED ENERGY 2014; 119 (15): 497-520
[15] Tan KT, Lee KT. A review on supercritical fluids (SCF) technology in sustainable biodiesel produciton: Potential and challenges. RENEWABLE AND SUSTAINABLE ENERGY REVIEWS 2011; 15 (5): 2452-2456
Por:L. Botella, F.Bimbela, J. Ábrego, A. Gonzalo, J.L.Sánchez
Fuente: www.gecarbon.org