Dispositivos catalíticos sobre monolíticos metálicos
|
INTRODUCCIÓN
|
|
1.SOPORTES ESTRUCTURADOS
|
Los lechos fijos catalíticos convencionales, formados por partículas de catalizador, presentan efectos contrapuestos de las variables de proceso sobre parámetros tan importantes como la pérdida de presión y las limitaciones difusionales.
Las variables que reducen las limitaciones difusionales, mayor velocidad del fluido (para la difusión externa) y reducción del tamaño de partícula del catalizador (para la difusión interna), producen a su vez un aumento de la pérdida de presión en el lecho.
Este compromiso impone límites cuando ambos efectos quieren optimarse obligándonos a perder en una de ellas cuando mejoramos la otra.
Para evitar este problema cuando la pérdida de presión es muy importante (porque los flujos a tratar son muy altos) y es necesario también una alta eficacia del catalizador (procesos ambientales en los que el valor añadido económico es nulo), la solución es disociar las funciones físicas de las catalíticas usando soportes estructurados.
Los soportes estructurados son estructuras rígidas tridimensionales con grandes poros o canales que aseguran el paso de los fluidos con bajas pérdidas de carga y que exponen una gran superficie lateral sobre la que se puede adherir una delgada capa de catalizador. Este catalizador puede ser másico o soportado sobre otro compuesto de propiedades texturales y superficiales adecuadas (soporte catalítico en el sentido clásico).
El gran tamaño de los poros o canales y el fino espesor de la película catalítica aseguran una mínima pérdida de carga junto con una resistencia difusional, tanto externa como interna, despreciable. Los soportes estructurados más utilizados son los denominados estructuras monolíticas o monolitos formados por canales longitudinales paralelos de pequeña sección separados por finas paredes. Los más populares debido a su amplio uso en el sector del automóvil son los cerámicos (cordierita, principalmente) obtenidos por extrusión.
A pesar de su amplio uso, estos dispositivos tienen limitaciones relacionadas con el espesor mínimo de pared para una correcta extrusión (alrededor de 100µm), su fragilidad y la baja conductividad térmica de los materiales cerámicos, que unida al modelo de flujo en canales longitudinales, origina una mala homogeneidad térmica radial [1, 2].
Como alternativa para soslayar estas limitaciones, se han propuesto los monolitos metálicos obtenidos por enrollamiento de capas alternadas de placas lisas y rizadas.
Los materiales utilizados son aleaciones ferríticas (FeCrAlloy, Kantal…[3]) o aluminio [4].
Los monolitos metálicos, a costa de un incremento de precio frente a los cerámicos, presentan espesores de pared más reducidos (desde 25 µm) y un aumento de varios órdenes de magnitud en la conductividad térmica del material.
Sin embargo, uno y otro tipo de monolitos mantienen básicamente la estructura de canales longitudinales estrechos en los que se desarrolla un flujo laminar con las correspondientes limitaciones de transferencia de materia de la fase gas a la película catalítica de la pared [5].
Para mejorar la transferencia a la pared y la homogeneización radial de temperatura y composición se puede recurrir a la mezcla de flujos entre canales, con el correspondiente aumento de turbulencia. Esto se puede lograr con diseños especiales en los monolitos metálicos y con las espumas cerámicas (Figura 1) de porosidad abierta que presentan un patrón de flujo tortuoso en el que a costa de un ligero aumento de la pérdida de carga, se puede aumentar la turbulencia y la mezcla radial [2, 5].

Aunque conocidas desde hace mucho tiempo, las espumas cerámicas han suscitado sólo un interés pequeño en la bibliografía científica abierta y poco mayor entre las patentes industriales.
Entre los estudios catalíticos de las espumas cerámicas como soportes estructurados destacan los relacionados con la mejora de la selectividad a compuestos intermedios en reacciones complejas (en serie fundamentalmente) [1, 2].
Otra variedad importante de espumas son la vítreas, producidas al calentar mezclas de materiales capaces de formar vidrios con sustancias que descomponen produciendo gases a la temperatura de fusión del vidrio.
La liberación del gas produce burbujas en el vidrio que al enfriarse da lugar a la espuma vítrea.
La porosidad típica que se obtiene da lugar a macroporos que van desde las centenas de µ m a unos pocos milímetros.
Entre los materiales que se pueden emplear para la producción de espumas vítreas están el vidrio de botella de reciclado o las escorias vítreas de numerosos procesos industriales, lo que ayuda a la valorización de dicho residuos.
|
2-CATALIZADORES SOBRE MONOLITOS METÁLICOS
|
A la hora de estudiar los dispositivos catalíticos sobre monolitos metálicos hay que distinguir claramente los elementos de los que están compuestos.
En primer lugar tenemos el material estructural o sustrato que en este caso estará formado por un metal.
De él dependerán aspectos como la forma y por tanto el flujo, la resistencia mecánica y térmica etc. En segundo lugar tendremos el catalizador propiamente dicho que recubrirá las paredes del monolito y que normalmente está compuesto de una fase activa dispersada sobre un soporte catalítico.
Por tanto a la hora de discutir la preparación distinguiremos entre el monolito metálico propiamente dicho y del recubrimiento catalítico.

|
2.1.- MONOLITO METÁLICO
|
La forma más frecuente de fabricar los monolitos metálicos es enrollando conjuntamente placas lisas y corrugadas para formar monolitos tipo espiral (Figura 2).
Los canales se forman entre las placas lisas y las ondulaciones de la placa corrugada sinusoidalmente. También se pueden preparar bloques paralelepipédicos por apilamiento de placas lisas y corrugadas. La primera generación de monolitos metálicos en los años 60 adolecía del llamado efecto telescópico, producido por los altos flujos de gas que empujaban el centro de la espiral que se desplegaba como un telescopio o una antena de radio. Para evitarlo, la segunda generación ( ≈ 1968) incorporaba tirantes transversales de alambre o se soldaban ambas placas (1978).
En la tercera generación aparecida en 1986 y denominada “Tipo S” las láminas alternadas lisas y corrugadas se enrollan alrededor de dos mandriles en dirección opuesta soldándose los extremos a la carcasa.
Esta disposición da lugar a excelentes propiedades mecánicas.
En 1991 se introdujo el “Tipo SM” que incluye el enrollado en un mandril triple.

Entre las grandes ventajas de los sustratos metálicos para los monolitos están la posibilidad de reducir el espesor de pared entre celdas y el disminuir la sección transversal de éstas (nº de celdas por cm 2 ).
El resultado es una menor pérdida de carga con un aumento de la superficie lateral expuesta por unidad de volumen.
Hoy en día se logran espesores de pared de 25 µm lo que permite densidades de celda de 800 celdas por pulgada cuadrada.
Estos valores son impensables en monolitos cerámicos, en los que la reducción del espesor de pared está limitado por la dificultad de la extrusión y la fragilidad del monolito final.
Un problema importante relacionado el empleo de los convertidores catalíticos en automoción es el arranque en frío.
En efecto, la eficacia adecuada del convertidor no se obtiene hasta que se alcanza la temperatura de régimen. Esto supone un cierto tiempo, o unos cuantos kilómetros recorridos, los cuales aumentan particularmente en climas fríos y en periodos invernales.
Estudios realizados al respecto demostraron que en el uso cotidiano de un coche para desplazamientos cortos en ciudad, la eficacia promedio del convertidor bajaba del 50% de la que tenía en régimen estacionario.
Por ello los nuevos test de homologación de los convertidores incluyen numerosos ciclos cortos de arranque en frío.
Por tanto, con objeto de adecuarse a estas nuevas exigencias, se han desarrollado sistemas de precalentamiento del convertidor con energía eléctrica.
Para esta aplicación los sustratos metálicos estás particularmente bien adaptados, porque en primer lugar el metal tiene mucha menos masa y capacidad calorífica que los cerámicos con lo que el calentamiento es más rápido, pero sobre todo porque se puede usar la resistencia óhmica del metal que al ser atravesada por una corriente eléctrica, calienta en convertidor rápidamente (Figura 4).

Otro aspecto fundamental del uso de los monolitos es el patrón de flujo que se produce en sus canales.
Como ya se ha dicho en la introducción, para mejorar el coeficiente de transferencia a la pared y las conductividades radiales, es deseable aumentar la turbulencia y la interconexión entre los canales.
Esto es perfectamente posible en monolitos metálicos con diferentes soluciones que se presentan en la figura 5.

|
2.2.- DEPOSICIÓN DEL CATALIZADOR SOBRE EL SUSTRATO METÁLICO
|
El catalizador suele estar siempre formado por una especie activa dispersada sobre un soporte catalítico convencional.
Las formas de introducir la fase activa sobre el soporte son las tradicionales, pero teniendo en cuenta las limitaciones impuestas por el monolito, por lo que se suelen emplear la impregnación húmeda con o sin intercambio iónico, la precipitación-depósito, las reacciones con grupos superficiales etc., siendo más difícil la utilización de la impregnación a humedad incipiente.
Pero el aspecto más importante de la preparación no es la introducción de la fase activa, sino la fijación del soporte sobre el metal.
En concreto, el punto crítico es la adherencia de la película de soporte catalítico al sustrato metálico.
En este sentido se han desarrollado dos grandes estrategias en función del metal utilizado como sustrato (aleaciones ferríticas o aluminio) que discutiremos a continuación de forma separada.
|
2.2.1.- ALEACIONES FERRÍTICAS
|
Las aleaciones ferríticas (Fecralloy®, Kanthal®) se usan en convertidores catalíticos de automóviles debido a las altas temperaturas que deben resistir (cercanas a los 1000ºC).
El problema de la adherencia del soporte catalítico al metal está relacionado con los diferentes coeficientes de dilatación térmica de ambos materiales.
La solución que se ha encontrado es el uso de aleaciones que contienen aluminio como el Fecralloy, que al ser tratadas térmicamente producen la migración del aluminio a la superficie donde forma una capa de alúmina fuertemente adherida.

Dicha capa actúa como una especie de imprimación sobre la que se puede pegar la película de soporte catalítico. Para añadir la película de soporte se utiliza el proceso denominado “washcoating” que consiste en introducir el monolito metálico en un coloide del soporte, escurrir el exceso y secarlo y/o calcinarlo.
Para que el coloide se retenga adecuadamente, la alúmina tiene que formar microcristales que aporten una alta rugosidad a la superficie (figura 6).
La mejor adherencia se logra con coloides de alúmina por tener la misma composición que la capa que se ha producido sobre el Fecraloy por tratamiento térmico.
Los resultados del “washcoating” dependerán de las propiedades del coloide (concentración, viscosidad, tamaño de micela, carga superficial, pH etc.), del tratamiento previo del Fecralloy y del propio proceso de “washcoating” y escurrido.
Esta tecnología se aplica con éxito para la fabricación de convertidores catalíticos por parte de la empresa EMITEC® que son actualmente instalados en vehículos de más de 25 marcas distintas.
|
2.2.2.2.- ALUMINIO
|
Una alternativa interesante al FeCrAlloy para aplicaciones en las que no son necesarias altas temperaturas, es la utilización de aluminio como sustrato metálico.
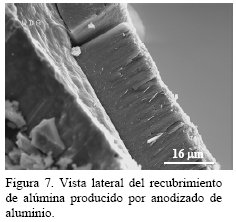
Su interés se basa en la capacidad que tiene el aluminio de oxidarse superficialmente por anodización, recubriéndose de una capa de alúmina extremadamente adherente.
La formación de dicha capa por anodizado ha sido ampliamente estudiada como procedimiento de protección de dicho metal para su uso en el sector de la construcción y en el ornamental.
Sin embargo, se han realizado recientemente algunos estudios dirigidos a la adaptación del proceso de anodizado para la producción de alúmina adaptada a su uso como soporte catalítico [7, 8] e incluso a la fabricación cermets alúmina/aluminio para la preparación de monolitos [9].
Con ello se logra optimizar la capa de alúmina con porosidad y superficie específica altas.
Como resultado de dichos estudios es posible anodizar planchas de aluminio en condiciones fáciles y reproducibles [10] produciendo capas de alúmina de unos 15µm de espesor con porosidad muy regular de 20 nm que aportan una superficie específica de unos 3500 m 2 por m 2 de plancha de aluminio

Con estos cermets, se han fabricado monolitos a escala de laboratorio cuyas características se presentan a continuación y que son perfectamente comparables con los comerciales cerámicos y metálicos (tabla 1).

Dichos monolitos pueden fácilmente cargarse con Pt o Pd con lo que se obtienen dispositivos catalíticos extremadamente activos en las reacciones de eliminación de compuestos orgánicos volátiles en emisiones industriales.


En la figura 9 se pueden observar las curvas de eliminación de tolueno sobre monolitos metálicos cargados con platino y paladio.
Se observa que el platino produce un catalizador más activo porque la conversión completa de tolueno se obtiene hacia 210ºC, mientras que el monolito con paladio requiere temperaturas de 250ºC.
Por otro lado en la figura 10 se presentan las curvas de ignición de diferentes COVs sobre el monolito de aluminio anodizado cargado con Pt, observándose que para 350ºC se obtiene la eliminación de todos ellos.
|
BIBLIOGRAFÍA
|
1. D.A. Hickman y L.D. Schmidt, J. Catal . 136 (1992), 300.
2. D.A. Hickman y L.D. Schmidt, J. Catal . 138 (1992), 267.
3. M.W. Twigg y D.E. Webster, en «Structured Catalysts and Reactors» (A. Cybulsky y J.A. Monlijn, eds.); M. Dekker Inc., Nueva York, (1998) p 59.
4. N. Burgos, M. Paulis, J. Sambeth, J.A. Odriozola y M. Montes ; Stud. In Surf. Sci. and Catalysis , 118 (1998) 157.
5. G.E. Voecks, en «Structured Catalysts and Reactors» (A. Cybulsky y J.A. Moulijn, Eds). Marcel Dekker Inc., Nueva York (1998) p 179.
6. N. Burgos, A.P. Escolano, J.A. Odriozola y M. Montes, Actas do XVII Simpósio Ibero-americano de Catálise , Oporto 2000.
7. N. Nourbkhsh, B.J. Smith, I.A. Webster, J. Wei y T.T. Tsotsis, J. Catal. 127 (1991) 178.
8. D. Hönicke, Appl. Catal. 5 (1983) 179.
9. N. Burgos, M. Paulis, A. Gil, L.M. Gandía y M. Montes, Stud. Surf. Sci. Cat 130 (2000) 2153.
10. N. Burgos, Eliminación de compuestos orgánicos volátiles (COVs) con monolitos metálicos , Tesis Doctoral, UPV-EHU, 2001.