Acondicionamiento catalítico de gases de combustión en centrales térmicas de carbón para mejora de la precipitación electrostática
El Departamento de Ingeniería Química y Ambiental (DIQA) de la Universidad de Sevilla (España) ha desarrollado un proceso de acondicionamiento catalítico de gases de combustión (AGC), denominado GASOX, aplicable a CT`s de carbón pulverizado. Desde 1993 se han desarrollado varios prototipos de catalizadores monolíticos de panal de abeja con la colaboración de varias instituciones científicas entre las que cabe destacar el Instituto de Catálisis y Petroleoquímica del CSIC (Madrid) y otras entidades privadas y públicas dedicadas a la producción eléctrica (Cía. Sevillana de Electricidad y ENDESA) o relacionadas con la utilización del carbón (OCICARBON y CECA). El DIQA construyó una planta piloto con características y dimensiones adecuadas para probar catalizadores, modelar el proceso y para establecer el diseño básico de Plantas de Demostración, a escala industrial, estando una de ellas (CT-Puertollano – España – de 220 MW) completamente finalizada y cuyo arranque se efectuó en Junio 2000.
El objeto de esta monografía es dar a conocer el potencial de aplicación del proceso GASOX en aquellas centrales térmicas de carbón que quemen carbones de bajo azufre y que, por tanto, pueden presentar problemas en cuanto a emisiones de partículas por chimenea.
| Alternativas de acondicionamiento de gases de combustión |
Muchas centrales térmicas de carbón (CTC) pueden tener necesidad de instalar algún sistema de AGC optando por cualquiera de los ya comercializados; esto es, aditivar SO3 al nivel de ppm`s en la entrada a los precipitadores electrostáticos (PES) disminuyendo así la resistividad eléctrica de las cenizas hasta valores que optimicen la eficiencia de separación. Esta adición de SO3 generado a partir de fuentes externas puede hacerse de varias formas:
A. Vaporizar SO3 (l) a temperatura moderada e inyectarlo mezclado con aire secom en corriente principal de gases en un punto frío anterior a los PES.
B. Similar a A) partiendo de SO2 (l) y pasando una mezcla al 8 %v en aire a través de un catalizador convencional (pellets de V2O5) para obtener SO3.
C. Similar a las anteriores partiendo de la combustión de azufre elemental sublimado desde un tanque de S líquido.
D. Vaporizar ácido sulfúrico a alta temperatura e inyectando el vapor ácido en la corriente de gases calientes (antes de los precalentadores de aire o PA).
E. Inyectar en alguna zona caliente pequeñas cantidades de ácido sulfámico (H2N-SO2-OH) en estado sólido o en solución acuosa saturada.
F. Similar al anterior usando una disolución concentrada de sulfato amónico. En general, los tres primeros métodos son las más usados, aunque se aplican en CTC`s con PES «fríos» (120 – 150 ºC), situados después de los PA. Los otros sistemas AGC serían aplicables cuando los PES operen a 300 – 400 ºC.
En principio, muchas CTC y entre ellas la mayoría de las españolas son suceptibles de aplicar algún sistema de AGC por encontrarse en cualquiera de estas cuatro situaciones:
1. Consumen o pueden estar obligadas a consumir carbones diferentes (de bajo contenido en S) a los que se consideraron en el diseño de los PES.
2. Operan con PES infradimensionados, defectuosos o a cargas superiores a las consideradas en su diseño.
3. Operan con PES con bajas eficiencias respecto de las exigibles, a causa de la alta resistividad de las cenizas generadas con el carbón consumido.
4. Operan con PES que presentan un elevado consumo de auxiliares En definitiva, los procesos de AGC tratan de independizar la eficacia óptima de los PES y el tipo de carbón de partida según sea su % S. También permiten a la CT disponer de una cierta capacidad de respuesta ante episodios esporádicos de mal funcionamiento de los PES además de disminuir sus emisiones ante futuros límites legales más restrictivos.
El proceso GASOX representado esquemáticamente en la figura adjunta (oxidación «insitu» de SO2 en una alícuota pequeña de los gases de combustión, usando un catalizador conformado en «panal de abeja») representa una alternativa técnica y económica a los sistemas convencionales de FGC, aparte de ofrecer una serie de ventajas operativas y de seguridad derivadas de su simplicidad y de su plena integración en el esquema del proceso de una CTC. El GASOX es simple y no conlleva riesgos de emisión de nieblas de SO3 por la chimenea.

Este proceso puede aplicarse en todas aquellas CTC que generen gases con un contenido en SO2 < 1000 ppmv ó que, en ausencia de problemas de resistividad de cenizas, operan con PES defectuosos. Conviene, por consiguiente, estudiar la aplicabilidad del proceso caso por caso.
| Elementos estructurales diferenciales del GASOX |
Resulta ilustrativo realizar una comparación entre los equipos principales que necesitan las unidades de AGC convencionales y los de una planta GASOX. Estas diferencias se detallan en la tabla siguiente:

| Diseño de la planta GASOX |
El tamaño de los equipos, las características y la implantación de la unidad GASOX varía de unas CTC a otras según su potencia y su lay-out, pero el reactor, que es su equipo clave, puede modelarse aun sin conocer en detalle la disposición general de los otros elementos. La ingeniería básica se realizarían en cada caso a partir de las siguientes bases:
– El caudal de gases generado en cada CTC puede estimarse utilizando el parámetro: 3.300 – 4.500 (Nm3/h)/(MWe) según el tipo de caldera y el régimen de marcha de la central (carga total ó carga de mínimo técnico). Por otro lado, la generación de gases (Nm3) depende también del tipo de carbón consumido (7,5 a 9,35 Nm3/kg de lignitos a antracitas).
– El [SO3] requerido a la entrada de los PES puede fijarse en 20 ppmv, aunque se necesita la curva de resistividad específica y las características de las cenizas.
– El [SO3] generado en el hogar será variable, pero en la mayoría de las CTC está entre valores de 0,6 a 0,9 % del SO2 formado a partir del azufre del combustible de partida.
– El reactor GASOX tendrá al menos dos capas de catalizador de 1000 mm de altura y operará en las condiciones deducidas de los datos experimentales a escala piloto.
Rendimiento de conversión: 70 – 80 % (SO2 → SO3) Velocidad espacial: 4.000 h-1 (ecuación cinética) Velocidad lineal s/ s. abierta: 1 m/s
– El catalizador es monolítico de panal de abeja (pitch 3 – 5 mm) con 350 – 400 canales, del tipo másico V/K en 90 x 90 x 1000 mm (ó alternativamente 90 x 90 x 500 mm). El desarrollo fundamental ha sido realizado por el ICP – CSIC – Madrid.
La aplicabilidad del proceso GASOX es amplia y dada una CT determinada, cabe modelar el proceso con la base de cualquiera de los carbones que consuma y con los resultados de las pruebas del catalizador que han de llevarse a cabo en la planta piloto del DIQA. El catalizador puede ser fabricado en España, con un coste inferior a 20 ECU por litro..
| Costes de la unidad GASOX |
Los costes asociados a la implantación de la unidad GASOX en una CT determinada pueden estimarse utilizando los datos disponibles sobre dos unidades de demostración diseñadas por el DIQA (50.000 Nm3/h (550 Mwe) y 30.000 Nm3/h (220 Mwe) respectivamente.
La estimación de los costes operativos de GASOX, se afectarán con los correspondientes criterios de amortización (impuestos por la CTC) e incluyen otros costes asociados (catalizador y consumibles de la planta).
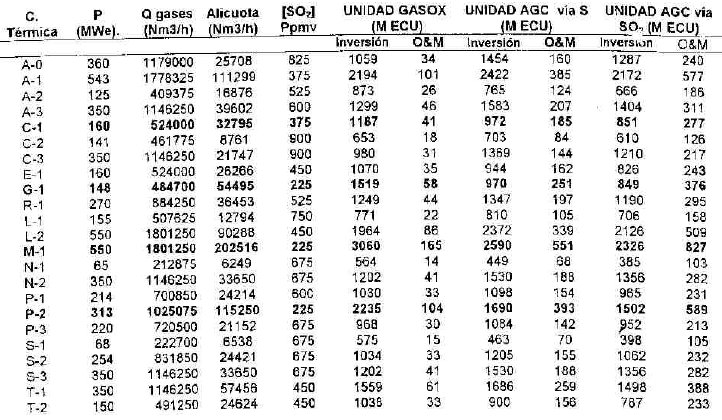
| Comparación económica de GASOX con otros procesos de acondicionamiento de gases |
La tabla adjunta recoge los valores comparativos obtenidos de una estimación económica de referencia para 23 CTC españolas representativas. No se ha tenido en cuenta la traducción económica de los riesgos asociados a las primeras materias, sobre todo del SO2..
| Conclusiones |
El proceso GASOX presenta siempre unos costes de operación y mantenimiento (O&M) inferiores a los procesos AGC en las mismas condiciones. Teniendo en cuenta además los costes de inversión, resulta que GASOX puede ser de aplicación directa en todos aquellos grupos de mediana o gran potencia con un contenido en SO2 en los gases superior a 400 ppm .
En cualquier caso, la aplicación de GASOX a una CT concreta requerirá un estudio más exhaustivo y un análisis más detallado de los problemas actuales ó previsibles que pueden presentar los PES en servicio, con los combustibles consumidos y con los futuros de menor % S.
| Referencias |
(1) J. Olivares, L. Salvador, B. Muñiz and V. Cortés, Coal Science and Technology, 24, Vol. II, 1963, J.A. Pajares and J.M.D. Tascón (de.), Elsevier, 1995.
(2) J. Blanco, P. Avila, M. Yates and A. Bahamonde, J.Mater.Sci., 29, 5927, (1994).
(3) Shui-Chow Yong et al. «Flue-gas conditioning» Air & Energy Research Lab. R. Triangle Park. San Diego, CA (1985)
(4) J. Olivares del Valle J.; Salvador Martínez L. et al.: Pilot plant development of a new catalytic process for improved electrostatic separation of fly ash in coal fired power plants (Demonstration unit proposal). Proc. of Int. Conf. on Catalysis and Adsortion in fuels proces. And Env. Protection. ICTPC – Wroclaw University. Szklarska Poreba – Polonia Sept. 1996.
(5) Avila P.; Blanco J.; Alvarez E.;Salvador L.; Olivares del Valle J. «Desarrollo de un catalizador monolítico para oxidación del dióxido de azufre». Actas del XV Congreso Iberoamericano de Catálisis. CONACA-UTN. Córdoba – Argentina Septiembre 1996
L. Salvador Martinez y J. Olivares del Valle
(Dpto. Ingeniería Química y Ambiental . E. S. Ingenieros. Universidad de Sevilla)
E-mail: [email protected] – [email protected]