Procesos de Producción de Biodiesel: Uso de Materias Primas Alternativas y de Alta Acidez
INTRODUCCIÓN
El biodiesel es un combustible que se obtiene por la reacción de transesterificación de un triglicérido con un alcohol, típicamente metanol o etanol, utilizando hidróxido de sodio como catalizador. Tiene una serie de ventajas respecto del diesel derivado de petróleo, pero la principal razón para su utilización es el hecho de que presenta un impacto ambiental mucho menor que los derivados del petróleo. Al ser producido a partir de aceites vegetales o grasas de cualquier origen, o sea recursos renovables, produce una ventaja neta en lo que se refiere al ciclo de carbono, no produciendo acumulación del mismo en el ambiente. El contenido de azufre ronda las 11 ppm. En un diesel regular, está en 1600 ppm, mientras que para un diesel de bajo azufre en 500 ppm, y para el ultra-bajo azufre es de 50. Este último debería entrar en comercialización en el año 2005. Sin embargo, los costos asociados a este nivel de purificación son elevados, por lo que para lograrlos, la alternativa de aditivar el diesel con biodiesel se vuelve una necesidad. Adicionalmente, el biodiesel presenta una gran lubricidad que extiende la vida útil del motor, no es tóxico, y es fácilmente biodegradable.
La producción de biodiesel utilizando materiales de alta acidez, y por tanto menor valor, requiere la puesta a punto de un proceso con dos pasos de catálisis, una catalizada por ácidos, y otra por álcalis. La acidez de estos materiales viene dada por
ácidos grasos libres, que en presencia de una base y agua se transforman en jabones. Por este motivo, este tipo de materia prima no puede ser reaccionada en la forma clásica (catálisis alcalina) con altos rendimientos.
La utilización de aceites usados de cocina [1-3] presenta como ventajas el hecho de aprovechar residuos, que por tanto son de muy bajo valor. Los estudios reportados en la bibliografía para el aprovechamiento de estos materiales, se centraron en aceites de baja acidez. También existen trabajos usando grasas animales [4-7], pero en todos los casos de baja acidez.
En los casos en que se reportan estudios usando catálisis ácida, se lo hace con el objeto de transformar tanto los ácidos grasos como los triglicéridos [8]. Estos últimos, sin embargo, reaccionan muy lentamente con el metanol en presencia de un ácido, por lo que en general no se han implementado procesos a nivel industrial con este tipo de catálisis.
En este trabajo se presentan algunos resultados de estudios realizados con materias primas de diversa procedencia, con alta acidez, correspondiente a desarrollos realizados para diferentes empresas productoras de biodiesel. La metodología seguida fue combinar pasos de catálisis ácida seguida por catálisis alcalina.
Actualmente existen emprendimientos en los que se está implementando en escala industrial, los desarrollos de procesos realizados en nuestro laboratorio, para el aprovechamiento de materias primas de menor valor, que conduzcan a un combustible competitivo en precio con el gas oil.
EXPERIMENTAL
Materias primas
Se estudiaron las siguientes materias primas: grasa vacuna de alta acidez (A=17), aceite de coco paraguayo (A=12), aceite usado de cocina (A=35), grasa marrón (A=55), entre otras. Se exploró además una amplia gama de materiales de baja acidez. La determinación de acidez de la materia prima se realiza por titulación según norma ASTM. La misma se disuelve en mezcla de tolueno/etanol, titulando con NaOH y usando fenolftaleína como indicador. Se determina también la cantidad de agua de la materia prima por el método de Dean Stark (ASTM D95).
Reacción de Transesterificación-Fundamentos
El sistema reaccionante a considerar par el diseño del proceso es el siguiente:
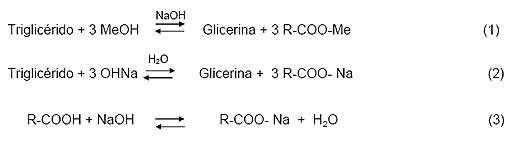 |
Con R-COO-Me se representa la mezcla de metilésteres (biodiesel). El agua producida en la reacción (3), que aparece en el sistema por la neutralización de losácidos grasos, favorece la reacción (2) que da lugar a la formación de jabones. De esta manera, los ácidos grasos libres presentes en el sistema se están transformando en material de bajo valor. Por lo tanto, en los materiales de alta acidez, este esquema reaccionante conduce a un bajo rendimiento del proceso, perdiéndose los ácidos grasos que se transforman en jabones. Dado que la acidez representa la cantidad de ácidos libres, expresados como gramos de ácido oleico por 100 gramos de material, la pérdida de rendimiento porcentual es prácticamente igual al valor de acidez. Además, la presencia de jabones complica el proceso aguas abajo del reactor dificultando las etapas de separación de fases y purificación.
La alternativa es realizar un primer paso catalizado por un ácido fuerte, según:
 |
La reacción (4) está limitada por el equilibrio mientras que la (5) es muy lenta. De esta manera, se pueden transformar los ácidos grasos, generando biodiesel y agua. Luego de esta reacción, y la separación de fases, la mezcla reaccionante compuesta de triglicécidos y biodiesel se transforma según la reacción (1). Las fases que se separan luego de la catálisis ácida son una rica en triglicéridos y otra rica en metanol. En estaúltima se concentra el agua formada durante la reacción.
Reacción de transesterificación-Experimental
Para materiales con acidez mayor a 3, de acuerdo a lo discutido en el punto anterior, la secuencia operativa para transformarlos en biodiesel en desarrollo en este grupo es la siguiente:
1) reacción con metanol y catálisis ácida, usando ácido sulfúrico.
2) separación de productos.
3) reacción con metanol y catálisis alcalina.
4) separación y purificación del biodiesel.
La etapa 1 puede ser compleja, y requerir más de un paso de reacción de acuerdo a la acidez inicial de la materia prima. Se analiza el efecto del tiempo de reacción, relación metanol/grasa, concentración de catalizador (ácido sulfúrico) y número de pasos de reacción. La temperatura de reacción, en ambas etapas se mantiene entre 65 y 70ºC. En todos los casos, se lleva a cabo la reacción en forma batch, con reflujo. El tiempo de reacción fue variado, pero en general, lo suficientemente largo como para que se alcanze la conversión de equilibrio.
Caracterización del Biodiesel
El biodiesel se caracteriza de acuerdo a las normas estipuladas en la Res. 129/01, de la Sec. Energía (Argentina), que es similar a la norma ASTM D6751. El IRAM ha fijado los estándares y los métodos de análisis en la norma 6515. Se determina el contenido de glicerina total y libre, punto de niebla, punto de escurrimiento, viscosidad, contenido de azufre, punto de inflamación, y contenido de metanol. La composición de ésteres deácidos grasos se determina por cromatografía gaseosa.
RESULTADOS Y DISCUSIÓN
Cinética de la Catálisis ácida
La Figura 1 muestra la evolución de la acidez de una muestra de grasa de pollo, durante la reacción con metanol en medio ácido. La acidez inicial de la muestra es de 65, en la grafica se observa una acidez inicial levemente superior a 50 debido a la dilución en metanol. Se muestran dos experiencias en las cuales se varió la concentración deácido sulfúrico, usado como catalizador en la primera etapa del proceso. Se observa que al aumentar la concentración de ácido sulfúrico, la acidez decrece con mayor velocidad. No obstante el valor final que se obtiene es el mismo en ambos casos, lo cual es obviamente consecuencia de que se alcanza el equilibrio.
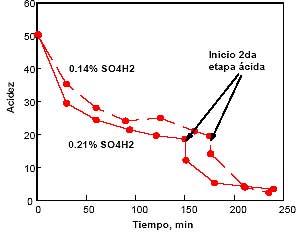 |
Figura 1: Evolución de la acidez en el tiempo, para diferentes concentraciones de ácido (grasa de polllo).
Luego de la separación de fases, se inicia una segunda etapa catalizada por ácido, en la cual la acidez de la fase bio baja a valores inferiores a dos, quedando en condiciones de entrar en la etapa catalizada por álcali. La relación metanol/materia prima usada en cada etapa, se selecciona calculando con la constante de equilibrio de manera de prediseñar la secuencia operativa.
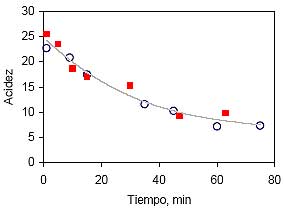 |
Figura 2: Evolución de la acidez en el tiempo, para diferentes experiencias (residuo de desgomado de aceite de girasol).
En la Figura 2 se puede observar la evolución de la acidez en el tiempo para una muestra de oleínas obtenidas por rotura de una emulsión de aceite vegetal, con metanol (60%v) en medio ácido (0.17% H2SO4). Se presentan dos experiencias realizadas con la misma materia prima en iguales condiciones. Se observa que, aunque la muestra reaccionante es heterogénea, las mediciones son repetitivas.
Uso de etanol- Catálisis Alcalina
El uso de etanol para la reacción de transesterificación es de interés no solo por la utilización de otro recurso renovable, sino por las diferentes propiedades que le confiere al biodiesel. Así, el producto obtenido a partir de grasas, presenta un menor punto de escurrimiento cuando se usa etanol respecto de metanol. Por otro lado, la reactividad del etanol es muy diferente a la del metanol, tanto por una diferencia en la polaridad de la molécula, como por una mayor miscibilidad mutua que se tiene en presencia de etanol. Una mayor miscibilidad implica mayor velocidad de reacción, dado que se eliminan o disminuyen los problemas de transferencia de masa. En la Figura 3 se representa la conversión de la reacción de transesterificación para el aceite de girasol refinado con etanol, usando KOH como catalizador, a temperatura ambiente (25ºC).
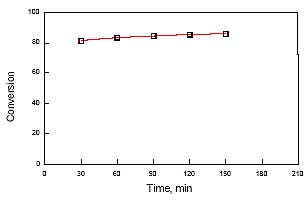 |
Figura 3: Conversión vs. tiempo, transesterificación de aceite de girasol con etanol
Se puede observar que no hay un aumento significativo de la conversion después de los primeros 30 minutos de reacción. El uso de NaOH como catalizador conduce a mayores velocidades de reacción, pero se presentan otras dificultades operativas, como la formación de geles.
Uso de Etanol- Catálisis ácida
El uso de materiales de alta acidez, tal como fue discutido mas arriba, es de interés para el aprovechamiento de materiales de bajo valor. Para esterificar los ácidos grasos con etanol, en presencia de ácido sulfúrico como catalizador cabe la posibilidad de utilizar el etanol 96%, de costo muy inferior al estanol absoluto. Esto se debe a que en medio ácido, el agua no es perjudicial desde el punto de vista del rendimiento, tal como sucede en presencia de un álcalis, como fue explicado mas arriba. Se realizaron algunas experiencias preliminares, con materias primas de acidez intermedia. En la Figura 4 se muestran resultados obtenidos con una grasa vacuna de acidez 4.9, en reacción con etanol puro (99.5%) y etanol con 4% de agua.
Se observa que en ambos casos se obtiene un valor de acidez final diferente, lo que sugiere que en este caso la reacción también está limitada por el equilibrio, y por lo tanto la presencia de agua conduce a una menor conversión total. Adicionalmente, la velocidad de disminución de la acidez observada es más alta en el caso del etanol puro. No se han obtenido aún las constantes cinéticas para esta reacción, pero es probable que esto se deba solamente al aumento de la velocidad inversa ocasionada por el agua. Lo interesante, es que aún con etanol al 96% se puede disminuir la acidez de una
materia prima transformando los ácidos grasos libres en biodiesel.
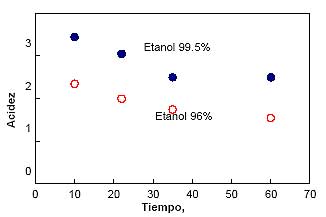 |
Figura 4: Evolución de la acidez en la esterificación de una muestra de grasa de acidez 5, con etanol. Efecto del agua.
CONCLUSIONES
El biodiesel es un combustible de muy bajo impacto ambiental, motivo por el cual se está imponiendo en el mundo. Particularmente el tema de la acumulación de CO2 y las emisiones de azufre, se pueden controlar en forma notable con el uso de este combustible. El uso en Europa es creciente, existiendo países como Alemania y Francia en los que se utiliza en bajos porcentajes en todo el gas oil que se consume.
La producción de biodiesel a partir de materias primas de alta acidez, es factible técnica y económicamente. La combinación de catálisis ácida y básica permite aprovechar materiales de bajo valor con alto rendimiento. En este trabajo reportamos ejemplos de estudios realizados para producir biodiesel a nivel industrial, utilizando tales materias primas. El aprovechamiento del etanol 96%, para esterificar materiales ácidos, aparece como posible en función de los resultados mostrados. Se pretende desarrollar un proceso para producir biodiesel a partir de materias grasas de muy alta acidez con este alcohol, con ventajas desde el punto de vista económico, por ser renovable, y por conferir mejores propiedades al comportamiento en frío del biodiesel de grasa.
REFERENCIAS
- [1] – A.V. Tomasevic, S.S. Siler-Marinkovic. Fuel Processing Technology (2002) 1588
- [2] – Y. Zhang, M.A. Dubé, D.D. McLen, M. Kates. Bioresource Technology (2003) 90, 229
- [3] – Y. Zhang, M.A. Dubé, D.D. McLen, M. Kates. Bioresource Technology (2003) 89, 1
- [4] – F. Ma, L. D. Clements, M. A, Hanna. Bioresource Technology (1999) 69, 289
- [5] – Y. Ali, M.A. Hanna, S. Cuppett. JAOCS (1995) 72, 1557
- [6] – Y. Ali, M. A. Hanna, J. E. Borg. Bioresource Technology (1995) 52, 237
- [7] – F. Ma, L.D. Clements, M.A. Hanna. Trans. ASAE (1998) 41, 1261
- [8] – B. Freedman, R. O. Butterfield, E. H. Pryde. JAOCS (1986) 63, 1375
Por: Bruno O. Dalla Costa, María L. Pisarello, Carlos A. Querini
Instituto de Investigaciones en Catálisis y Petroquímica (INCAPE), Universidad Nacional del Litoral,
Facultad de Ingeniería Química, Santiago del Estero 2654, 3000, Santa Fe, Argentina
[email protected]
Fuente: e – petroquímica.com