Peligrosidad de los Humos de Soldadura y Control Eficaz de la Exposición
ABSTRACT
Los humos de soldadura al arco sobre acero al carbono y los generados en los procesos de oxicorte se han evaluado de forma global, sin diferenciar las sustancias que los componen, estableciéndose un LEP total de 5 mg/m3. No obstante, actualmente, el LEP de los compuestos de manganeso se ha reducido a 0,2 mg/m3, ya que su exposición se relaciona con el desarrollo de deficiencias neurológicas y con la pérdida del control preciso de los movimientos y el de los compuestos de CrVI, que son los componentes más peligrosos de los humos de soldadura sobre acero inoxidable, en EEUU, ha pasado desde 50 μg/m3 a tan solo 5 μg/m3, debido a las irrefutables evidencias sobre el cáncer pulmonar.
A pesar de ello, las técnicas utilizadas para el control de estos riesgos siguen siendo las mismas debido, tanto a la utilización incorrecta de las campanas externas de captura de los humos como a la utilización de EPIs obsoletos.
Palabras clave:
Humos de soldadura, Límite de Exposición Profesional, Soldadura MIG/MAG, Soldadura TIG, Campanas Externas de Captura.
INTRODUCCIÓN
A la luz de los conocimientos actuales, la exposición a los humos de soldadura debe ser considerada más peligrosa de lo que se había supuesto en el pasado. Han contribuido a ello, principalmente, los siguientes hechos:
A) La toxicidad que se les reconoce actualmente a los compuestos de manganeso, que antes era considerada muy inferior.
Tradicionalmente, los humos de soldadura al arco sobre acero al carbono y los generados en los procesos de oxicorte, se habían evaluado de forma global, sin diferenciar las sustancias que los componen, estableciéndose un Limite de Exposición Profesional (LEP) para la cantidad total de humos de 5 mg/m3. Cuando se estableció este valor, tanto el LEP de los óxidos de hierro como el de oxido de manganeso eran de 5 mg/m3. No obstante en la actualidad, el LEP de los compuestos de manganeso se ha reducido a 0,2 mg/m3, ya que su exposición se relaciona con el desarrollo de deficiencias neurológicas y con la pérdida del control preciso de los movimientos.
En la actualidad el contenido de manganeso en los humos de soldadura sobre acero al carbono puede ser el factor que más contribuya al riesgo global de los mismos, y por tanto se puede producir una infravaloración de los riesgos higiénicos si solo se utiliza el LEP de 5mg/m3 para los humos totales de soldadura, que aun esta vigente en los VLA actuales (2010).
B) La toxicidad de los compuestos de Cromo hexavalente.
Los compuestos de CrVI son los componentes más peligrosos de los humos de soldadura sobre acero inoxidable.
El 30 de mayo de 2006, la Occupational Safety and Health Administration de Estados Unidos, propuso la reducción del PEL (Permisive Exposure Limit) del Cromo hexavalente desde 50 microgramos/m3 a tan solo 5 μg/m3, debido a las irrefutables evidencias que existen sobre de producción de cáncer pulmonar. En los Estados Unidos este nuevo límite ha entrado en vigor de forma progresiva según el tipo y tamaño de empresa hasta quedar plenamente implantado en el año 2010.
La incidencia sobre los procesos de soldadura de acero inoxidable ha sido considerable, produciendo una importante revisión de las técnicas de soldadura, la automatización de los procesos, los sistemas de cerramiento y las protecciones respiratorias.
En España el VLA-ED para los compuestos insolubles de Cromo hexavalente es de 10 μg/m3.
PRINCIPALES PROCESOS DE SOLDADURA
Soldadura al Arco con Electrodo Revestido sobre Acero al Carbono
La soldadura al arco con electrodo revestido es el proceso de soldadura mas frecuente. Se utiliza en astilleros, talleres de mantenimiento y reparación, en instalaciones fijas de calderería y de construcción de maquinaria y en el montaje y reparación de estructuras al aire libre, entre otras numerosas aplicaciones.
La energía necesaria para la fusión del metal es aportada por un arco eléctrico que se forma entre los materiales a soldar y un electrodo fusible constituido por una varilla metálica (alma) envuelta con un material adherido (revestimiento).
Los revestimientos de los electrodos consumibles se funden y vaporizan con el calor, formando una atmósfera protectora del arco que evita la oxidación del metal fundido y del cordón de soldadura y que, al mismo tiempo, forman una escoria aislante o cascarilla que evita el enfriamiento rápido del metal depositado.
Los electrodos de uso más frecuente, según el tipo de revestimiento, se clasifican en:
Rutilo (óxido de titanio). Pueden contener hasta el 55% de TiO2
Ácidos. Contienen sílice (SiO2) amorfa hasta el 25%
Básicos. Contienen fluoruro cálcico (F2Ca) hasta el 25%
Celulósicos
Soldadura MIG/MAG con Electrodo Continuo
En los procesos de soldadura MIG/MAG (Metal Inert Gas) / (Metal Active Gas) el aporte de energía es por el arco eléctrico que se mantiene entre la pieza a soldar y un electrodo de alambre continuo que fluye a través de la pistola de soldadura. Tanto el arco como el metal recién fundido, se protegen mediante un gas que se aporta a través de una tobera incorporada en la pistola de soldadura.
El gas de protección puede ser inerte, normalmente helio o argón, o activo, compuesto por mezclas de dióxido de carbono y gas inerte con pequeñas proporciones de oxígeno.
El alambre que aporta el metal y que actúa de electrodo no está recubierto, y por tanto, no se forma escoria sino un cordón liso y limpio. Tampoco se forman tantos humos como en el caso de la soldadura con electrodo revestido, justamente porque no existe revestimiento.
Soldadura TIG
En los procesos de soldadura TIG (Tungsten Inert Gas) el aporte de energía es por el arco eléctrico que se mantiene entre las piezas a soldar y un electrodo no consumible de tungsteno (wolframio).
El aporte de metal de soldadura es opcional, y en este caso, se realiza de forma externa mediante una varilla.
Tanto el arco como el metal recién fundido, se protegen mediante un gas que se aporta a través de una tobera incorporada en la pistola o torcha de soldadura. Normalmente se utilizan helio o argón como gas de protección, aunque en algunas aplicaciones se mezclan con pequeñas cantidades de hidrógeno.
Los electrodos no consumibles son de tungsteno puro o con un pequeño contenido de cerio, lantano, zirconio o torio que no excede del 2%. Estos elementos mejoran las condiciones de encendido y estabilidad del arco.
El torio es radioactivo y aunque su actividad es muy baja y no presenta problemas de exposición radiológica externa, han de extremarse las precauciones en el amolado para afilar la punta del electrodo con el objeto de captar y recoger el polvo producido y evitar que pueda ser inhalado, y producir, en este caso, una contaminación radioactiva interna.
Los electrodos con cerio o lantano tienen prácticamente las mismas ventajas operativas que los electrodos con torio y no son radiactivos.
La soldadura TIG puede ser usada con casi todos los metales, tanto en procesos manuales como automáticos.
Soldadura al Arco sobre Acero Inoxidable
Todos los procesos de soldadura al arco citados anteriormente, también pueden ser empleados sobre Acero Inoxidable.
Se llama Acero Inoxidable a la aleación de Hierro que como mínimo contiene 10,5% de Cromo y como máximo el 1,2% de Carbono. El Cromo es el que confiere el carácter de “inoxidable”, ya que produce una capa protectora en la superficie del metal.
Los Aceros Inoxidables contienen otros metales aleados, especialmente Níquel, que le confiere mayor resistencia a la corrosión y mejora sus propiedades mecánicas y, en menor proporción, Molibdeno, Titanio, Wolframio, Cobre y Niobio. Además del Hierro, los principales metales que forman parte de la composición del Acero Inoxidable, pueden variar entre los siguientes porcentajes:
Cromo: Del 16 al 28%
Níquel Del 3,5 al 22%
Molibdeno Del 1,5 al 6%
Titanio Máximo 0,7%
Cobre Del 0,5 al 4%
Niobio Máximo 1%
Wolframio Del 0,5 al 1,0%
En la soldadura sobre acero inoxidable, la peligrosidad de los humos esta determinada principalmente por los compuestos de cromo y de níquel, de forma que la peligrosidad de todos los demás componentes de los humos, pueden considerarse despreciable frente a ellos.
PRINCIPALES CONTAMINANTES GENERADOS EN LOS PROCESOS DE SOLDADURA
Los principales contaminantes que están presentes en los humos de estos tipos de soldadura, se indican en la siguiente tabla:
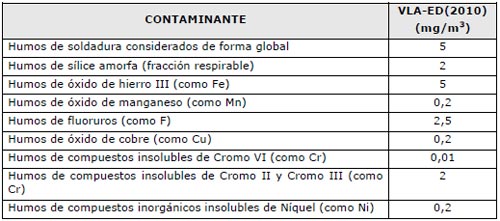 |
El Limite de Exposición Profesional (LEP) de 5 mg/m3 para los humos de soldadura considerados de forma global, que habitualmente se aplica en los procesos de soldadura sobre acero al carbono, se estableció cuando los LEP’s de los óxidos de hierro y de manganeso, que son los componentes mayoritarios de los humos de este tipo de soldadura, también eran de 5 mg/m3.
No obstante en la actualidad, el LEP de los compuestos de manganeso se ha reducido a 0,2 mg/m3, lo cual puede producir una infravaloración del riesgo higiénico si la exposición a los humos de soldadura se evalúa utilizando solo el LEP de los humos totales de soldadura.
El contenido de manganeso en los aceros destinados a la construcción de estructuras metálicas, normalmente es inferior al 1%, aunque en algunos casos puede alcanzar el 2%. Algunos aceros especiales de elevada dureza y resistencia al desgaste El Limite de Exposición Profesional (LEP) de 5 mg/m3 para los humos de soldadura considerados de forma global, que habitualmente se aplica en los procesos de soldadura sobre acero al carbono, se estableció cuando los LEP’s de los óxidos de hierro y de manganeso, que son los componentes mayoritarios de los humos de este tipo de soldadura, también eran de 5 mg/m3.
No obstante en la actualidad, el LEP de los compuestos de manganeso se ha reducido a 0,2 mg/m3, lo cual puede producir una infravaloración del riesgo higiénico si la exposición a los humos de soldadura se evalúa utilizando solo el LEP de los humos totales de soldadura.
El contenido de manganeso en los aceros destinados a la construcción de estructuras metálicas, normalmente es inferior al 1%, aunque en algunos casos puede alcanzar el 2%. Algunos aceros especiales de elevada dureza y resistencia al desgaste (aceros Hatfield), utilizados en excavadoras, trituradoras, molinos de martillos, etc., tienen contenidos de manganeso entre el 12 y el 14%.
Las temperaturas de fusión (1.260 ºC) y de ebullición (1.900 ºC) del manganeso son inferiores a las del hierro (1.535 ºC y 3.000 ºC), lo cual determina que a las temperaturas del arco de soldadura, que superan los 3.000 ºC, la volatilidad del manganeso sea superior a la del hierro y que en los humos de soldadura el contenido de manganeso sea bastante superior al que existe en el metal base. Los contenidos de manganeso en los humos de soldadura sobre acero al carbono pueden superar el 10%, siendo muy habitual obtener valores de alrededor del 5%. Los contenidos de manganeso cuando se sueldan aceros de alto contenido de manganeso, pueden ser muy elevados.
La presencia de óxido de cobre en los humos de la soldadura MIG/MAG es debida al revestimiento del electrodo. Normalmente el porcentaje de cobre en los humos es bajo, muy inferior al del hierro.
Los compuestos de Cromo VI son, con mucha diferencia, los componentes más peligrosos de los humos de soldadura sobre acero inoxidable. La ACGIH ( American Conference of Governmental Industrial Hygenists), ha calificado los compuestos insolubles de Cromo VI como carcinógenos de categoría A1: Carcinógenos confirmados en el humano por evidencias obtenidas de estudios epidemiológicos. La DFG (Deutsche Forschungsgemeinschaft), califica los compuestos de Cromo VI en la Categoría 2: Sustancias que pueden tener una contribución significativa al riesgo de cáncer.
La decisión de OSHA (Occupational Safety and Health Administration) de reducir el PEL (Permisive Exposure Limit) de los compuestos de Cr VI a 5 microgramos /m3, ha producido un gran impacto en los procesos de soldadura de acero inoxidable, motivando la revisión de las medidas preventivas, la automatización de los procesos, los sistemas de cerramiento y las protecciones respiratorias.
La ACGIH ha calificado a los compuestos inorgánicos insolubles de Níquel como carcinógenos de Categoría A1, y la DFG los incluye en la Categoría 1: Substancias que causan cáncer en el humano.
En los procesos MIG/MAG y TIG se producen los mismos humos de compuestos metálicos que se han descrito, aunque la cantidad total de humos sea menor, ya que no se generan los humos que proceden del revestimiento de los electrodos. La menor cantidad de humos permite que la radiación visible y ultravioleta que se produce en el arco tenga mayor alcance, pudiendo incidir con mayor intensidad sobre la piel no protegida del soldador, y pudiendo favorecer la reacción fotoquímica del oxígeno del aire dando ozono. La generación de ozono tiene lugar en la mayoría de las soldaduras al arco eléctrico, aunque es especialmente significativa en la soldadura de aluminio
CONTROL DE LA EXPOSICIÓN A LOS HUMOS DE SOLDADURA
A pesar de la peligrosidad y toxicidad de los humos de soldadura, las técnicas utilizadas para el control de estos riesgos, siguen siendo las mismas que las que se han utilizado tradicionalmente en el pasado.
Principalmente se señalan dos incorrecciones en los sistemas de control que impiden que los riesgos higiénicos asociados a los procesos de soldadura no siempre se reduzcan a condiciones aceptables:
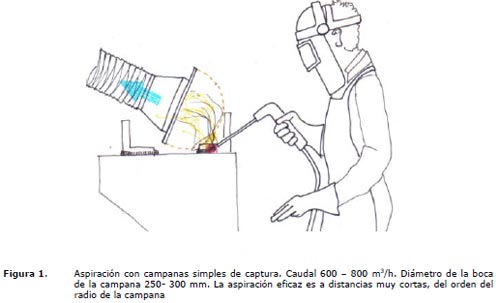
A) La utilización incorrecta de las campanas externas de captura de los humos de soldadura
Es frecuente utilizar sistemas de ventilación para captar los humos de soldadura cuando este proceso se realiza en taller. Sin embargo en muchas ocasiones las campanas de captura de los humos se han diseñado con caudales muy bajos de aspiración, lo cual hace que se utilicen a distancias muy superiores a las que podrían considerarse distancias de captación eficaz para los caudales de aspiración de dichas campanas.
En la Figura 1 se esquematiza una soldadura con electrodo que utiliza una campana simple de captura con brazo articulado para aspirar los humos. Para el caso representado, con una campana de 250 -300 mm. de diámetro y con un caudal de aspiración comprendido entre 600 y 800 m3/h., la distancia a la que hay que situar la campana para que se produzca una aspiración eficaz es del orden del radio de la boca, es decir entre 12 y 15 centímetros.
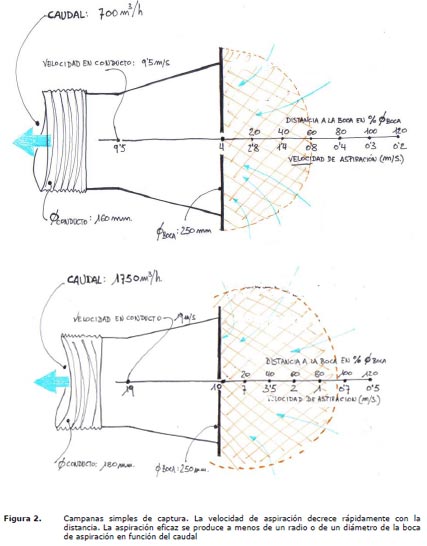
En la Figura 2 se representa la velocidad de captura que se obtiene en función de la distancia a la boca de la campana. La velocidad de captura que garantiza la aspiración total de los humos también depende de otras condiciones externas como pueden ser las corrientes de aire laterales, pero en principio aun en las condiciones de aire tranquilo que pueden existir en un taller, la velocidad de captura eficaz no es inferior a 0,7 m/s . Para ello se requiere que este tipo de campanas sea utilizado en posiciones muy cercanas al punto de soldadura.
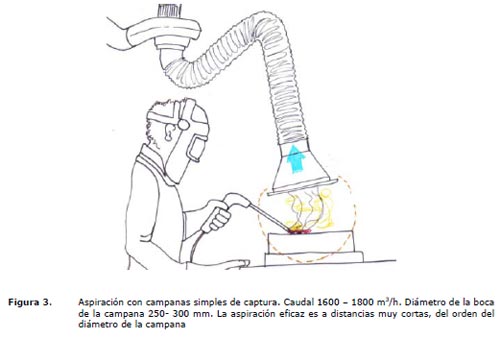
En la Figura 3 se representa una campana similar a la anterior pero con mayor caudal. Para estos caudales comprendidos entre 1600 y 1800 m3/h. la distancia de aspiración eficaz se extiende a un diámetro de la boca de la campana.
|
|
B) La utilización de equipos de protección individual obsoletos
Aun se observan procesos en los que el soldador se protege con una pantalla que sostiene con la mano. Las pantallas abatibles adheridas al casco tampoco constituyen una protección completa contra las radiaciones ultravioleta y los humos de soldadura.
La tecnología actual permite aportar sistemas de protección mucho mas eficaces mediante cristales que se obscurecen automáticamente al recibir las radiaciones del arco, lo cual permite que el rostro y los ojos del soldador estén protegidos permanentemente, pueda tener las manos libres para realizar la soldadura y adecuar las distancias de las campanas de aspiración de humos. Las pantallas cerradas también permiten aportar aire filtrado, generando una ligera sobre presión en la cara del soldador, reduciéndose con ello la inhalación de humos.
Por: Oubiña, Anna y Pou, Ramon
Barcelona / España
Fuente: Prevencion Integral