Tupí: accesorios para la mejora de la seguridad
La presente NTP no modifica ni sustituye a la NTP 68 – 1983 que continúa plenamente vigente en cuanto a los protectores o criterios de protección que en la misma se plantean y desarrollan. Sí tiene, en cambio, la firme voluntad de mejorarla complementándola, ya que en esta NTP se van a describir una serie de equipamientos de trabajo independientes o para fijar en la máquina cuyo empleo facilitará el trabajo y, que aunque no constituyen propiamente protecciones específicas, su utilización incrementará sustancialmente la seguridad de la máquina en tanto en cuanto disminuirá el riesgo asociado a algunas de las tareas (preparación, reglaje, limpieza, etc.) u operaciones (ciegas, semiciegas, etc.) que se realizan con la tupí.
Introducción
A pesar de que estemos ante una cada vez mayor implantación de máquinas automáticas que mejoran la productividad sin requerir en muchas ocasiones de especialistas y que esta automatización de la producción se ha extendido a todos los sectores de actividad, la vieja y entrañable «tupí» sigue conservando un espacio muy importante en las empresas que trabajan la madera. Si para el artesano representa una máquina básica e insustituible para su producción, para la mediana y gran empresa es indispensable para preparar prototipos, para realizar modificaciones personalizadas de piezas de serie y, en definitiva, para aquellos «trabajos finos» y con un toque personal y artesano en la elaboración de piezas singulares.
La tupí, una máquina considerada tradicionalmente como muy peligrosa por los profesionales del sector de la madera ha visto refrendada «oficialmente» tal consideración al estar incorporada en el listado de máquinas peligrosas del Anexo IV de la Directiva 98/37/CE y, por consiguiente precisar para su comercialización (puesta en el mercado) o para su puesta en servicio en la UE del procedimiento de «examen CE de tipo».
Algunos de los accesorios que seguidamente se van a describir constituyen un equipamiento básico en las máquinas comercializadas a partir de 1995 con el marcado «CE» representativo de haber obtenido el certificado «CE» de tipo elaborado por el Organismo Notificado que ha realizado el examen «CE» de tipo. Pero al tratarse de accesorios independientes, son perfectamente acoplables y utilizables para toda tupí, con independencia de su antigüedad.
Accesorios de trabajo
Los accesorios que seguidamente se relacionan con carácter no exhaustivo constituyen algunos de los equipamientos básicos que deberían existir y utilizarse en todas las tupíes verticales simples, en tanto en cuanto su utilización a la vez que facilitan el trabajo permiten reducir los riesgos de accidente. Estos accesorios son:
- Fresas «antirrechazo»
- Distómetro (Calibrador de reglaje)
- Carro de alimentación
- Mesas auxiliares – Topes «antirrechazo»
- Plantillas de sujeción y alimentación
- Guías continuas
- Empujadores para fin de pasada
Fresas antirrechazo
Evitar el rechazo de la madera en los trabajos con la tupí es una preocupación permanente de los usuarios y de los prevencionistas. Elegir y usar una herramienta adecuada es primordial para incrementar la seguridad de esta máquina.
La prevención está basada en emplear para la alimentación manual de la pieza, fresas y/o portaútiles (portacuchillas) de limitación continua del paso de trabajo, de manera que la madera encuentre un apoyo continuo entre dos dientes consecutivos del útil. Los ensayos realizados con estos útiles prueban que se limita el espesor de las virutas cualquiera que sea la profundidad de pasada. Estos útiles deben ajustarse a los requisitos y principios técnicos fijados en la norma UNE – EN 847 – 1: «Herramientas de fresado y cuchillas de sierras circulares», ya que la norma UNE – EN 848 – 1: «Tupíes de un solo husillo vertical» contempla que en el manual de instrucciones que debe acompañar la máquina se debe incluir una advertencia de que sólo se deben utilizar herramientas conformes con la norma EN – 847 – 1 y marcadas MAN (para alimentación manual). Si bien estas normas no son de aplicación obligatoria, su aplicación concede a los fabricantes la presunción de que cumplen con los requisitos esenciales de seguridad y salud del Anexo I de la Directiva 98/37/CE.
En cualquier caso es preciso destacar y los usuarios deben saber que los útiles antirretroceso o antirrechazo (términos comerciales) tan sólo limitan este fenómeno y son los usuarios quienes deben tomar medidas complementarias para prevenir este riesgo, tales como: uso de topes en operaciones ciegas o semiciegas, uso de presores en operaciones con guía, evitar avances de pieza en el sentido de giro del útil o «a favor de fresa», verificar el correcto afilado de las herramientas, respetar las velocidades de trabajo, etc.
Por su importancia para la seguridad de las distintas operaciones, es muy importante conocer y respetar las velocidades de giro del útil según su tipo y diámetro, sin que se sobrepase nunca la velocidad máxima indicada en el útil. Al respecto la norma UNE – EN 848 – 1 contempla que la máquina debe marcarse con un diagrama o ábaco que indique los valores de velocidad óptima correspondiente a un diámetro de herramienta y a una velocidad de mecanizado determinados, debiendo ser claramente visible para el operario durante el cambio de velocidad del husillo; y la norma EN – 847 – 1 contempla que las herramientas de fresado para alimentación mecanizada (MEC) deben marcarse con la velocidad máxima, mientras que las herramientas de fresado para alimentación manual (MAN) deben indicar el intervalo de velocidades admisibles. Ver figuras 1 y 2 de útiles no admitidos y de fresas y portaútiles antirrechazo.
|
Figura 1
Figura 2
|


Calibrador de reglaje (distómetro)
La verificación del correcto reglaje de la fresa sigue realizándose a menudo mediante las llamadas «pasadas de prueba», que al realizarse normalmente en maderas defectuosas (generalmente retales) y sin que habitualmente se adopten medidas protectoras, constituyen una fuente importante de riesgo y en esta tarea se contabilizan un número importante de accidentes (algunas fuentes consultadas citan que un 80% de los accidentes sobrevienen en esta operación), casi siempre graves.
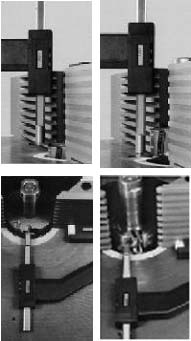
Esta operación, que debería estar proscrita desde hace años, puede y debe hoy evitarse con la utilización del calibrador de reglaje. Éste, que puede ser analógico o digital, permite conocer con gran precisión (1/10 mm) la altura de la fresa respecto a la mesa y su resalte con respecto a la guía, lo que permite un reglaje preciso de la operación. Puede asimismo utilizarse para medir las profundidades de la ranura del taladro y del perfil y entalladuras en piezas de trabajo. En las figuras 3, 4 y 5 se muestran reglajes en altura y profundidad en calibradores analógicos y digitales.
|
Figura 3 Calibrador de reglaje analógico Figura 4 Calibrador analógico midiendo la altura (imágenes superiores) |


Carro de alimentación automática
Su descripción, características, reglaje, limitaciones de uso e imágenes del mismo se proporcionan en la NTP – 68. Con respecto a lo que en la citada NTP se dice, debemos añadir que la norma UNE – EN 848 – 1 contempla que en las tupíes nuevas, previstas para ser equipadas de alimentador, su alimentación eléctrica debe satisfacer que la orden de paro de la tupí provoque asimismo automáticamente la parada del alimentador. Asimismo contempla que el alimentador debe disponer de un modo de parada independiente. Estas condiciones deberían asimismo cumplirse en máquinas antiguas en servicio.
La citada norma exige que el alimentador sea abatible, de manera que se pueda desplazar de su posición de trabajo sin necesidad de utilizar una llave o un dispositivo similar, dejando totalmente libre la mesa de la tupí.
Mesas auxiliares – Topes «antirrechazo»
La utilización de prolongadores de mesa es imprescindible para la realización de operaciones en que la longitud de la pieza a mecanizar sobrepasa la de la mesa de apoyo de la máquina. Es una solución más efectiva que la del operario ayudante que sujeta la pieza, dado que éste puede someter la pieza a oscilaciones o movimientos que dificultarían la correcta alimentación y guiado por parte del tupidor. También es preferible a la utilización de caballetes de apoyo ya que estos no proporcionan un apoyo total y permanente de la pieza, mientras que los prolongadores si garantizan el apoyo continuado de toda la superficie de la pieza durante la pasada de mecanización.
Colocados en ambos lados de la mesa los prolongadores garantizan una doble función de mejora de la seguridad:
- Impedir el basculamiento de la pieza cuya longitud sobrepasa la de la mesa de alimentación
- Eliminar el riesgo de retroceso violento de la pieza en el contacto herramienta – pieza en la realización de operaciones «semiciegas» o «ciegas». Para garantizar esta segunda función de seguridad, en los prolongadores se deben instalar topes deslizables; de ataque (en donde se encaja la parte posterior de la pieza) en el prolongador de alimentación para la realización de operaciones «semiciegas» y, complementariamente, tope en el prolongador de salida (en donde se encaja el extremo anterior de la pieza) para la realización de operaciones «ciegas».
Los topes antirrechazo, cuya descripción, características, reglaje, condiciones de uso e imágenes se proporcionan en la NTP – 68 son preceptivos en todo caso para la realización de operaciones «ciegas» o «semiciegas», por lo que en aquellas operaciones que no precisen de prolongadores de mesa se fijarán a las propias guías de la mesa de la máquina. En las figuras 6 y 7 se presentan prolongadores sin y con topes.
|
Figura 6 Mesa auxiliar sin tope en operación de alimentación automática con carro |


Plantillas de sujeción y alimentación
La mecanización de piezas de pequeñas dimensiones presenta riesgos añadidos (basculamiento, vuelco, «enganchamiento o atascamiento» en la semirregla de salida, etc.) debidos a una mayor dificultad para sujetar y conducir correctamente la pieza y asimismo a una mayor proximidad de las manos del operario a la herramienta. Ambas situaciones se mejoran con la utilización de plantillas a las que se sujeta la pieza a mecanizar. El operario realiza la alimentación con la plantilla a la que se ha amordazado la pieza, garantizando una correcta sujeción de ésta y asimismo un alejamiento de las manos del punto de operación. En las figuras 8 y 9 se ven una plantilla de sujeción y operaciones de alimentación con la misma.
|
Figura 8 Figura 9 |


Guías continuas
En la NTP – 68 se contemplaba la necesidad de adosar a las semirreglas-guía una contraplaca de madera dura cuyo objetivo era el de garantizar la continuidad de alimentación de la pieza, eliminando la abertura existente entre las semirreglas – guía y la herramienta.
Actualmente existen en el mercado guías equipadas o compuestas por regletas horizontales pivotantes que permiten cubrir este espacio en el cual la pieza puede clavarse y provocar un accidente. Ofrecen la ventaja con respecto a la contraplaca adosada a las semirreglas – guía, de ser reglables sobre toda la altura de las semirreglas – guía con independencia de cual sea la posición de la fresa en el árbol. En la figura 10 se muestra un ajuste de guía a las necesidades de la operación.
Empujadores para fin de pasada
Su descripción, características, necesidad de uso e imágenes del mismo se proporcionan en la NTP – 68. A lo que allí se comentaba debemos añadir que su utilización debe ser sistemática para la alimentación del último tramo de la pieza ya que en esta fase, si no se utiliza plantilla ni carro de alimentación, es el único dispositivo que garantiza el alejamiento de las manos del operario (habitualmente de la mano derecha que realiza el empuje de la pieza) de la zona de peligro. En la figura 11 se muestra un diseño de empujador.
Para resaltar la importancia de utilización de alguno o varios de los equipos descritos, destacar que la norma UNE – EN 848 – 1 en su Anexo C: Recomendaciones para la utilización, dice textualmente:
Con el fin de que la pieza esté guiada adecuadamente, es necesario utilizar:
a. una guía;
b. siempre que sea posible, una falsa guía para minimiza la separación entre las fresas y las guías (se refiere a lo que en esta NTP denominamos Guías continuas);
c. un empujador de fin de pasada para facilitar el avance manual o, siempre que sea posible, un alimentador abatible;
d. rodillos de apoyo o mesas auxiliares para soportar las piezas largas.
A título de resumen, en la figura 12 se presenta un esquema de una tupí para trabajos con guía en el que están representados junto a dispositivos de protección de la máquina, los accesorios o equipamientos descritos.
|
Figura 10
|


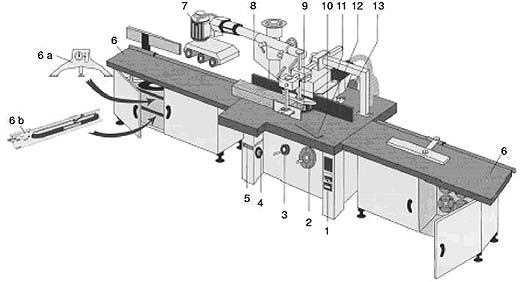
- Cuadro eléctrico de mando
- Reglaje y bloqueo en altura del árbol portaherramientas
- Bloqueo de la rotación del árbol para el cambio de herramienta
- Órgano de mando de parada muy accesible comportando el frenado automático del árbol
- Visualización de la velocidad seleccionada en función del diámetro y del tipo de herramienta
- Prolongación de mesa con tope incorporado para trabajos ciegosa. calibrador de reglajeb. plantilla de sujección
- Carro de alimentación escamoteable
- Protector para trabajos con guía
- Árbol portaherramientas
- Guía de alimentación de madera dura o de aluminio reglable
- Tobera de captación de polvo solidaria a la protección de la parte trasera de la herramienta
- Empujador de fin de pasada
- Tobera de captación de polvo bajo la mesa
Bibliografía
- OBRECHT, P.
Toupies á arbre vertical. Choix des outils «anti – rejet»
(INRS. ED 92). Travail & Sécurité, 2000, (601), 4 pags, (encarte) - LAMOREUX, P.
Toupies verticales simples. Équipements de Sécurité
(INRS. ED 99) Travail & Sécurité, 2002, (616), 4 pags, (encarte) - HUILLIER, J.C. et al.
Toupies verticales simples
(INRS. ED 589) Cahiers de notes documentaires, 1998, (172), pags. 313 a 334 - UNE – EN 847 – 1. Abril 1998
Herramientas para trabajar la madera. Requisitos de seguridad. Parte 1: Herramientas de fresado y cuchillas de sierras circulares - UNE – EN 848 – 1. Abril 1999
Seguridad de las máquinas para trabajar la madera. Fresadoras de una cara, con herramienta rotativa. Parte 1: Tupíes de un solo husillo vertical - AIGNER
Catálogo comercial, 1994
Redactor: Tomás Piqué Ardanuy
Ingeniero Técnico Químico
Licenciado en Derecho
CENTRO NACIONAL DE CONDICIONES DE TRABAJO
Fuente: NTP 645- Página del Ministerio de Trabajo y Asuntos Sociales de España