Tratamiento de Residuos Líquidos de la Industria de Celulosa y Textil
Héctor D. Mansilla, Cristian Lizama, Abel Gutarra y Juan Rodríguez
1. INTRODUCCIÓN
Este capítulo presenta el estudio de dos casos de uso de la fotocatálisis como herramienta de purificación para el tratamiento de efluentes industriales. Ambos efluentes provienen de procesos que hacen uso muy intensivo de agua y que generan líquidos residuales con elevada carga orgánica, color y, en algunos casos, de alta toxicidad. Para usar la fotocatálisis como tratamiento es necesario segregar aquella corriente del efluente que presenta una mayor resistencia al tratamiento secundario convencional. La corriente más tóxica o de mayor color debe tratarse en forma separada antes de mezclarla con el efluente de salida total, para que los volúmenes a tratar sean adecuados para el tratamiento fotocatalítico.
2. EFLUENTES DE LA INDUSTRIA DE CELULOSA
La industria papelera tiene una gran importancia para las economías de Sudamérica debido a la gran disponibilidad de recursos forestales; Brasil y Chile son los mayores productores de celulosa del área. En Chile se procesan maderas de Pinus radiata y Eucalyptus globulus con una producción anual de 2 millones de toneladas de celulosa, mientras que en Brasil se usa preferentemente madera de E. grandis, con una producción de alrededor de 6 millones de toneladas de pulpa al año [1]. En ambos países se proyecta aumentar la producción, que se duplicará en el corto plazo. En una planta moderna, el procesamiento de la madera mediante el proceso Kraft requiere alrededor de 80 m3 de agua por tonelada de pulpa generada, lo que implica que deben tratarse grandes volúmenes de agua al final del proceso.
Durante el pulpaje Kraft, la digestión de las astillas de madera se realiza con la mezcla NaOH/Na2S con el propósito de solubilizar la lignina, un polímero aromático, amorfo y altamente condensado, que representa entre el 20 y 30 % en peso de la madera. Luego, la lignina solubilizada es concentrada y quemada para generar energía que se usará en el mismo proceso de pulpaje. La pulpa que se obtiene en este proceso es posteriormente oxigenada para continuar la deslignificación; la pulpa alcanza así tenores de alrededor de 2 – 3 % de lignina residual.
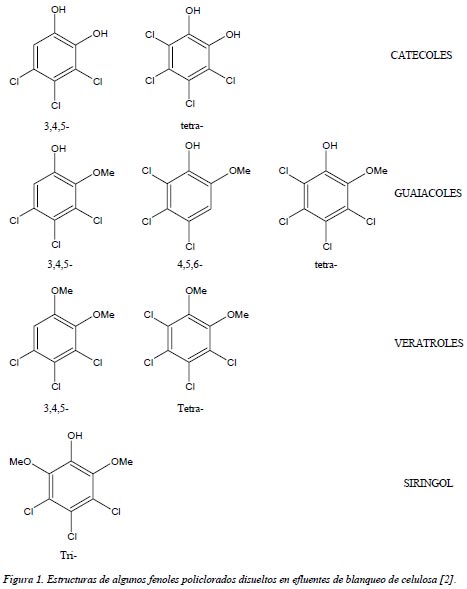
En una segunda etapa, durante el proceso de blanqueo que utiliza una mezcla de cloro y dióxido de cloro, se forman fenoles clorados por reacción de la lignina residual, que está químicamente unida a la celulosa. Aunque el volumen de efluente generado en la secuencia de blanqueo es mucho menor (alrededor de 10 m3/ ton pulpa), en esta etapa se forman los compuestos de mayor peligrosidad. La Figura 1 muestra algunas de las estructuras de bajo peso molecular frecuentemente encontradas en los efluentes de blanqueo de celulosa [2].
Estos compuestos han sido descritos en la literatura como bio-acumulables, tóxicos y con alto potencial carcinogénico [3].
 |
2.1. Tratamientos de efluentes de la industria de celulosa
Los sistemas convencionales de tratamiento de efluentes de una planta de celulosa son en general bastante eficientes en la remoción de la demanda biológica de oxígeno (DBO) y constan de un proceso primario (flotación con aire, floculación y sedimentación) y otro secundario (lagunas aireadas, lodos activados). Sin embargo, si la carga de compuestos organoclorados generados en la etapa de blanqueo es muy alta, los procesos secundarios de tratamiento pueden colapsar por la baja biodegradabilidad de la materia orgánica disuelta, en especial si el efluente contiene ligninas cloradas de alta masa molecular. Se puede llegar a inactivar, e incluso destruir la flora microbiana, debido a la alta toxicidad del sustrato. Parte de este problema se ha resuelto con la incorporación de nuevas secuencias de blanqueo, donde se reemplaza totalmente al cloro molecular por dióxido de cloro (procesos ECF, del inglés elementary chlorine free) o por reemplazo total de compuestos de cloro (procesos TCF, del inglés total chlorine free). Estos procesos no eliminan totalmente el impacto ambiental de las descargas líquidas, en el primer caso por la persistencia de algunos compuestos organoclorados, y en el segundo por la necesidad de agregar grandes cantidades de quelantes de hierro, tales como EDTA y DTPA, que generan un nuevo problema de contaminación. En estos casos de aguas con contaminantes altamente tóxicos es conveniente realizar un pretratamiento, previo a la etapa biológica, que permita aumentar la biodegradabilidad y disminuir la toxicidad del agua residual (ver Capítulo 2).
Otra opción consiste en el uso de procesos totalmente libres de efluente (TEF, del inglés total effluent free, o en español, ELE-0, emisión límite de efluentes cero), o de ciclo cerrado, donde la mayor parte del agua es reciclada en el propio proceso. En este caso, es imperativo tratar las aguas con un proceso eficiente que permita su reutilización. Para este fin, los procesos de oxidación avanzada constituyen una opción válida, por su eficiencia para remover la materia orgánica y el color del efluente, además de destruir los compuestos organoclorados [4].
2.2. Oxidación avanzada de efluentes de la industria de celulosa
Entre las tecnologías de oxidación avanzada para el tratamiento de efluentes de papelera se ha descrito en la literatura el empleo de ozono [5-6], en algunos casos combinado con luz UV o con semiconductores [7-8], y el uso de peróxido de hidrógeno combinado con luz ultravioleta [9] (ver Capítulo 1). Estos tratamientos logran en diferente medida la destrucción del color, el aumento de la demanda biológica de oxígeno (DBO), la reducción de la demanda química de oxígeno (DQO), del carbono orgánico total (COT) y la remoción de la carga de compuestos organoclorados (AOX), como también la disminución de la toxicidad aguda.
La fotocatálisis heterogénea tiene especial relevancia, por su eficiencia en la remoción de color, toxicidad y a la rápida disminución de la masa molecular de la materia orgánica disuelta. Uno de los primeros trabajos publicados en el área se refiere a la fotocatálisis de lignina kraft en presencia de TiO2 y radiación UVA, que logra la transformación de la lignina en formaldehído, ácido oxálico, CO2 y agua, luego de algunas horas de irradiación [10]. Se postula que la degradación fotocatalizada se debe a la acción de los huecos foto-generados y no de radicales hidroxilo. Ohnishi y colaboradores [11] hicieron una comparación de diferentes semiconductores en la fotodegradación de lignina. Se estudió la importancia del oxígeno como aceptor de electrones, concluyéndose que TiO2 y ZnO presentan las actividades fotocatalíticas más altas, tanto en soluciones neutras como alcalinas; la eficiencia aumenta si se impregna el fotocatalizador con metales nobles. Se describió que el empleo de ZnO dopado con Pt y Ag es muy eficiente para degradar el color en un efluente kraft [12-13].
Este hecho se explica por la estabilización de los electrones de la banda de conducción en la superficie del metal noble, reduciéndose el proceso de recombinación electrón-hueco (ver Capítulos 3, 6-7).
Pellegrini y colaboradores [14] demostraron que la degradación de lignina sulfonato mediante una combinación de procesos fotoquímicos y electroquímicos mejora por efectos sinérgicos atribuibles a la separación de cargas lograda por un electrodo de Ti/Ru0.1Sn0.6Ti0.3O2 (ver Capítulo 7). Después de 6 horas de irradiación del sistema combinado, se lograron importantes grados de remoción del color, COT y fenoles totales en 70 %, 51 % y 83 %, respectivamente.
La búsqueda por mejorar los rendimientos de las oxidaciones fotocatalizadas ha llevado a muchos investigadores a utilizar los catalizadores soportados en materiales inertes para evitar la etapa de recuperación del catalizador al finalizar la reacción (ver Capítulo 6). Por otro lado, el empleo de cuplas de semiconductores ha sido reportado como beneficioso para aumentar la eficiencia de la degradación, debido a la separación de cargas lograda por la transferencia de huecos y electrones entre ambos óxidos, disminuyéndose la recombinación electrón-hueco [15]. La fotocatálisis de licor negro kraft con ZnO soportado en gel de sílice es algo menos eficiente que con TiO2 o ZnO en suspensión, tanto para la decoloración como para la remoción de fenoles, pero presenta la ventaja de facilitar la separación del catalizador al finalizar la reacción [16]. Al mismo tiempo se observó una reducción de la toxicidad aguda, medida por respirometría de E. Coli. Usando arena impregnada con ZnO en arena, se pudo acelerar notablemente el proceso de decoloración, probablemente por el efecto del óxido de silicio en el proceso de separación de cargas [17]. Además, la fotocatálisis durante tiempos cortos (10 minutos) con ZnO en arena como una etapa pre-biológica hizo aumentar en un 100% la eficiencia del proceso de decoloración biológica. Yeber y colaboradores [18-19] impregnaron recientemente TiO2 y ZnO en anillos de vidrio de 4 x 4 mm, y utilizaron un fotoreactor concéntrico perfectamente agitado, donde el efluente circula entre los anillos impregnados y lograron así la degradación de un efluente ECF de celulosa y de 6- clorovanillina (utilizada como compuesto modelo de lignina clorada). Se observó una notoria degradación de los fenoles de alta masa molecular y la transformación del cloro orgánico en iones cloruro, fenómenos asociados con la disminución de la toxicidad aguda observada en el efluente de celulosa. El análisis de los productos de oxidación de 6-clorovanillina indica que en las primeras etapas de oxidación se produce la mineralización del cloro, la hidroxilación de los anillos aromáticos y finalmente la apertura de los núcleos bencénicos, lo que genera compuestos carbonílicos y carboxílicos.
La mineralización de la materia orgánica contenida en efluentes ECF sigue una cinética de orden cero que se ajusta al modelo de Langmuir-Hinshelwood en saturación, por el alto valor inicial de carbono orgánico total [20]. La mineralización ocurre en forma paralela a una rápida decoloración del efluente. Por otro lado, Pérez y colaboradores [21], utilizando un diseño factorial, observaron decaimientos de orden cero de la DQO, AOX y COT, bajo condiciones optimizadas de la cantidad de catalizador (TiO2 en suspensión), concentración de peróxido de hidrógeno y pH. Se observó además la destrucción total de fenoles clorados de baja masa molecular y la disminución en más de 60 %, de la toxicidad aguda después de 30 minutos de irradiación.
En diversas publicaciones se ha señalado que un pre-tratamiento de efluentes de celulosa mediante fotocatálisis reduce los tiempos del tratamiento biológico convencional, ya sea por el aumento de la biodegradabilidad, por la disminución de la toxicidad, o por ambos factores. Durán y colaboradores [22] observaron el aumento de la degradación enzimática de lignina kraft en soluciones pre-irradiadas durante 15 minutos en presencia de ZnO. El sistema fotoquímico-enzimático combinado aumenta la actividad degradativa de la enzima en casi 100 %. Recientemente, Yeber y colaboradores lograron una reducción considerable de la toxicidad y del COT, junto con un aumento sostenido de la biodegradabilidad, empleando la fotocatálisis con TiO2 y ZnO en suspensión. Los resultados fueron superiores a los logrados con otros sistemas avanzados de oxidación.
Si bien en la literatura especializada no se encuentran evaluaciones económicas, se puede concluir que los sistemas fotocatalíticos son eficientes, tanto para aumentar la biodisponibilidad de moléculas recalcitrantes como para disminuir el color y la toxicidad de efluentes de la industria de celulosa.
3. EFLUENTES DE LA INDUSTRIA TEXTIL
El proceso de elaboración de productos textiles consiste de un gran número de operaciones unitarias retroalimentadas que utilizan diversas materias primas, como algodón, lana, fibras sintéticas, o mezclas de ellas. El impacto ambiental de sus efluentes líquidos es muy variado, por la gran variedad de materias primas, reactivos y de métodos de producción.
En los efluentes se pueden encontrar sales, almidón, peróxidos, EDTA, tensoactivos, enzimas, colorantes, metales y otros compuestos orgánicos de variada estructura, que provienen de las distintas etapas del proceso global.
En general, las corrientes de agua de descarga provienen principalmente del desengomado (15 %), descrude y mercerizado (20 %) y del blanqueo, teñido y lavado (65 %).
El mayor aporte de la carga orgánica proviene de la etapa del desengomado que aporta alrededor de 50 % del total del la DBO.
La cantidad de agua empleada en los procesos textiles varía en forma considerable, dependiendo del proceso específico y del equipamiento utilizado por la planta. Por ejemplo, en el teñido con colorantes dispersos, se utilizan entre 100 y 150 litros de agua por kilogramo de producto. En la tinción con colorantes reactivos, las cifras varían entre 125 y 170 litros por kilogramo de producto [25].
Los procesos de la industria textil no liberan grandes cantidades de metales; sin embargo, aun las pequeñas concentraciones involucradas pueden producir acumulación en los tejidos de animales acuáticos. Muchas veces los efectos se observan a largo plazo, y en la mayoría de los casos son difíciles y costosos de tratar. Las descargas también pueden aumentar la población de peces y algas debido a su alto contenido de nitrógeno, y agotar en el largo plazo el contenido del oxígeno disuelto en el agua.
Los colorantes textiles tienen gran persistencia en el ambiente, y los métodos de eliminación clásicos no son útiles debido a que oxidaciones o reducciones parciales pueden generar productos secundarios altamente tóxicos.
Una gran proporción de los colorantes no son directamente tóxicos para los organismos vivos; sin embargo, la fuerte coloración que imparten a los medios de descarga puede llegar a suprimir los procesos fotosintéticos en los cursos de agua, por lo que su presencia debe ser controlada [26].
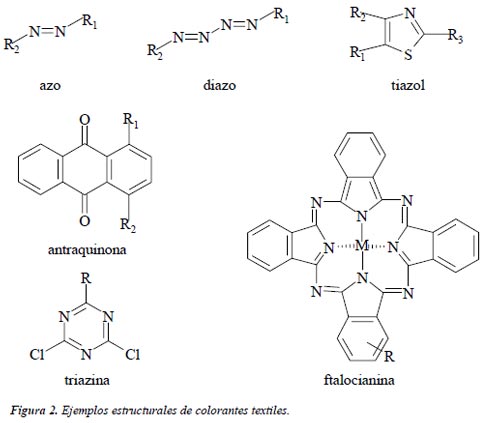
En general, las moléculas de los colorantes utilizados en la actualidad son de estructuras muy variadas y complejas. La mayoría de ellos son de origen sintético, muy solubles en agua, altamente resistentes a la acción de agentes químicos y poco biodegradables. Alrededor del 60 % de los colorantes en uso en la industria textil actual son colorantes reactivos, que se caracterizan por formar una unión éter con la fibra, lo que garantiza una mayor duración del color en el tejido. Sus estructuras frecuentemente contienen grupos azo, antraquinona o ftalocianina (Figura 2). Dadas sus caracteristicas de solubilidad y estabilidad, los métodos tradicionales de floculación, sedimentación o adsorción no son útiles en la remoción de estos compuestos. Sankar y colaboradores [27] han utilizado carbón activado de cascarilla de arroz pero esta metodología es efectiva sólo en algunos casos, por lo que una alternativa más promisoria seria la oxidación química parcial o total.
 |
3.1. Tratamiento de efluentes de la industria textil
Los tratamientos biológicos de los efluentes líquidos de la industria textil incluyen básicamente tratamientos aeróbicos y anaeróbicos que pueden ser precedidos por una o más etapas de tratamiento primario, como sedimentación, tamizado, coagulación, ecualización, neutralización, o cualquier otro tratamiento fisicoquímico avanzado, como ultrafiltración o adsorción sobre carbón activado. La eficiencia del tratamiento biológico para la remoción de la DQO depende fuertemente de la relación DBO5/DQO. El valor medio de esta razón en un efluente de la industria textil es de alrededor de 0.35, lo que hace difícil la eliminación total de la DQO. Es conveniente llevar esta razón a un valor no menor que 0.6 para lograr una biodegradabilidad aceptable [28]. En una revisión exhaustiva sobre la biodegradación de colorantes textiles, se demostró que la mayoría de los colorantes no muestran una biodegradación significativa en medios aeróbicos y que la desaparición del color del efluente se atribuye principalmente a la adsorción de las moléculas intactas de colorante en el lodo [29].
Shaul y colaboradores [30] concluyeron que muchos de los productos de biodegradación de los colorantes azo pueden constituir una fuente de sustancias tóxicas a través de sus productos de degradación, tales como las aminas aromáticas. En consecuencia, el empleo de tecnología avanzadas de pre- o post-tratamiento biológico puede constituir una alternativa viable para la remoción de los colorantes disueltos en un efluente textil.
3.2. Oxidación avanzada de efluentes de la industria textil
Se han utilizado diferentes procesos avanzados de oxidación para la degradación química de los colorantes: ozono, ozono combinado con radiación UV, peróxido de hidrógeno/UV y fotocatálisis heterogénea. También se han estudiado tratamientos combinados de fotocatálisis y oxidación electrolítica.
Perkowski y colaboradores [31] utilizaron ozono para oxidar un efluente que contenía dos colorantes de tipo azo y uno del tipo antraquinona. La remoción de color alcanzó el 93 % después de 120 minutos de tratamiento, mientras que la disminución de la carga orgánica (COT) no superó el 22 %. El tratamiento biológico del efluente decolorado de esta forma, redujo la DQO en un 43 % adicional. Arslan y colaboradores [32], utilizaron O3, H2O2/O3 y H2O2/UV, en el tratamiento de un efluente que contenía 6 colorantes reactivos, y observaron que el ozono remueve más rápidamente el color de la solución, mientras que la carga orgánica es removida más eficientemente por H2O2/UV. Gregor [33] estudió la eficiencia de los sistemas O3, H2O2/O3 y H2O2/UV para tratar 4 efluentes que contenían mezclas de colorantes tipo ácido, complejo metálico y disperso. Los mejores resultados obtenidos muestran que el sistema O3/UV elimina el 78 % del color y el 74 % de la DQO en 15 minutos, mientras que el empleo de H2O2/UV alcanza eliminaciones de 94 % tanto en color como en DQO en el mismo tiempo de tratamiento. La combinación con una etapa biológica posterior conduce a una decoloración total de la solución y a una reducción del 97 % de la carga orgánica. Balanosky y colaboradores [34] inmovilizaron hierro en membranas de nafión para aplicar el proceso de Fenton y foto-Fenton, sin necesidad de acidificar los efluentes textiles, y lograron reducir el COT de 110 a 50 ppm en un día de tratamiento.
La mayor parte de los experimentos de fotooxidación asistida por TiO2 o ZnO emplea suspensiones del semiconductor en la solución acuosa. Galindo y colaboradores [35] estudiaron la degradación del colorante naranja ácido 53 utilizando los sistemas H2O2/UV, TiO2/UV y TiO2/VIS, logrando, con los dos primeros sistemas, la decoloración total a 250 min y 500 min, respectivamente. El análisis de los intermediarios de reacción sugiere que el radical OH° es el oxidante principal. Zhang y colaboradores [36] trataron soluciones de eosina con luz visible, λ > 470 nm, observando la eliminación total del color después de 8 horas de irradiación, y una disminución del COT de 50 % después de 7 horas de exposición. Los resultados de decoloración fueron atribuidos a la fotosensibilización directa más que a la fotocatálisis. Wang [37] estudió la degradación de ocho colorantes comerciales de diferentes tipos: reactivo, directo, ácido y catiónico; utilizando suspensiones de TiO2 y luz solar como fuente de radiación, obtuvo un 90 % de decoloración y un 60 % de reducción del COT (acompañado por la formación de iones cloruro y sulfato) después de 240 minutos de irradiación. Poulios y Tsachpinis [38] estudiaron el efecto del pH y de la adición de oxidantes como peróxido de hidrógeno y persulfato en la degradación fotocatalizada con ZnO del colorante reactivo negro-5, bajo irradiación a 365 nm. Se observó una mayor eficiencia de decoloración al agregar pequeñas cantidades de peróxido, lo cual indicaría la potencialidad de utilizar radiación solar como fuente de fotones. Lucarelli y colaboradores [39] obtuvieron resultados similares con el colorante Orange II; se observó además una correlación entre el área superficial de las nanopartículas de TiO2 (anatasa) y la razón de degradación del colorante. Por otro lado, Kiriakidou y colaboradores [40] estudiaron el efecto de distintos parámetros operativos, en la degradación de naranja ácido-7, observando un efecto sinérgico entre la irradiación UV y visible para conducir la degradación del colorante.
A pesar de los buenos resultados obtenidos al utilizar las partículas del semiconductor en suspensión, esta metodología requiere una etapa de separación del catalizador desde la solución tratada. Para evitar la etapa de filtración y aumentar la eficiencia del semiconductor, se ha intentado el anclaje del catalizador sobre un soporte inerte [41-44], el agregado de especies metálicas que minimicen la recombinación de cargas [45-46], el uso de agentes oxidantes como aceptores de electrones para la banda de conducción [43,47] y, por último, el diseño de reactores que permitan el aprovechamiento máximo de la fuente luminosa [48].
Vinodgopal y Kamat [43,49-50] inmovilizaron TiO2, SnO2 y SnO2/TiO2 sobre una superficie conductora transparente, formando una celda electrolítica con un contraelectrodo de platino. Al irradiar con λ > 300 nm, una solución que contenía los colorantes naranja ácido-7 o naftol azul-negro, manteniendo un potencial positivo en el fotoelectrodo para minimizar la recombinación electrón-hueco, se observó la eliminación total del color después de 30 minutos de irradiación. Pellegrini y colaboradores [51] prepararon un electrodo mixto de Ti/Ru0.3 Ti0.7O2 para tratar por vía electro-fotocatalítica una solución de colorante antraquinónico azul reactivo-19, logrando remover 95 % del color y un 52 % del COT, tras dos horas de irradiación con una lámpara de mercurio de presión media. El proceso electrofotocatalítico muestra efectos sinérgicos por sobre los procesos electrolítico o fotocatalítico por separado (ver Capítulo 6).
Con relación a los costos de cada tratamiento de colorante mediante la oxidación avanzada, se han informado algunas cifras basadas en el consumo energético (kWh) necesario para tratar un volumen fijo de colorante (m3) y reducir el COT, o la concentración inicial del colorante, en un orden de magnitud. Este valor ha sido definido en la literatura como EE/O (en inglés, electric energy per order, kWh/m3) [52]. Arslan y colaboradores [32] determinaron los valores de EE/O en la decoloración de un efluente simulado, preparado con una mezcla de colorantes y reactivos comúnmente encontrados en un efluente real. Para diluciones 1/20 del efluente, tratadas durante una hora, se obtuvieron valores de 0.217, 0.721 y 4.848 kWh/m3, para los sistemas O3, O3/H2O2 y UV/H2O2, respectivamente. También se observó en todos los sistemas estudiados la eliminación total de la toxicidad sobre la fotobacteria Vibrio fischeri después de 15 minutos de tratamiento. El tratamiento del colorante reactivo azul-19 con un sistema UV/ H2O2/catalizador dio valores de EE/O de 50 kWh/m3 [53]. En un estudio reciente, Lizama y colaboradores [54] estudiaron la eficiencia de dos sistemas fotocatalíticos comparando la decoloración de cuatro colorantes reactivos (anaranjado-16, rojo-2, amarillo-2 y azul-19). Al utilizar radiación de λ> 254 nm con TiO2 en suspensión, se obtuvieron valores entre 41 kWh/m3 y 104 kWh/m3, para los cuatro colorantes. Con el catalizador soportado en anillos de vidrio, se obtuvieron valores entre 85 y 139 kWh/m3. A pesar del mayor consumo de energía, los reactores con catalizador soportado pueden tratar un mayor volumen de efluente sin necesidad de separar el catalizador de la solución.
El concepto de EE/O no sólo permite la evaluación económica de una forma de tratamiento, sino que permite comparar diversos sistemas entre sí, dado que establece un criterio universal de comparación, cual es el costo energético. Con este fin, Lizama y colaboradores [55] evaluaron el rendimiento de los semiconductores TiO2 y ZnO en la fotodegradación de azul reactivo-19, utilizando como herramienta de análisis la metodología de análisis multivariado. Después de determinar el mejor conjunto de combinaciones de pH y cantidad de catalizador para lograr la eliminación del colorante en el menor tiempo posible, se obtuvieron valores de EE/O de 8 y 21 kWh para los tratamientos conducidos con ZnO y TiO2, respectivamente.
4. CONCLUSIONES
En general, los procesos de oxidación avanzada, y en particular la fotocatálisis, remueven el color y la toxicidad de efluentes de celulosa, aumentando en forma importante su biodegradabilidad. Además, la fotocatálisis remueve rápidamente el intenso color de los efluentes textiles. Aunque existe una amplia información en la literatura especializada con respecto a clorofenoles y colorantes, resulta dificil hacer una comparación de los resultados debido a la gran diversidad de sistemas descritos, donde hay diferencias importantes en las condiciones experimentales .
Tanto para los efluentes de la industria de celulosa como para los de la industria textil, hay poca información con respecto a la evaluación económica del proceso fotocatalítico. Este es un aspecto que debe ser considerado en futuros estudios para determinar la viabilidad de estos procesos.
AGRADECIMIENTOS
Los autores agradecen el apoyo de la Red CYTED VIII-G. Los fondos para investigación han sido aportados por Foncedyt (Chile, Proyectos 1980498 y 1010854), por el Instututo de Ivestigación de la Facultad de Ciencias de la Universidad Nacional de Ingeniería (Perú), y por el International Science Programs de la Universidad de Uppsala de Suecia.
BIBLIOGRAFÍA
- Anónimo, Ranking de los mayores productores de celulosa y papel en Latinoamérica, Celulosa y Papel (Chile), 15, 30 (1999).
- A.H. Neilson, AS. Allard, PA. Hynning, M. Remberger y T. Viktor, Tappi. J., 73, 239 (1990).
- K.R. Solomon, Pure & Appl. Chem., 68, 1721 (1996).
- N. Liebergott, Proc. Internat. Non-Chlorine Bleaching Conference, 12-1. Orlando, Marzo, 1996.
- H. Mao y D.W. Smith, Ozone Sci. Eng., 17, 419 (1995).
- J. Rodríguez, S. Fuentes, J. Freer, H.D. Mansilla, A. Ferráz y J. Baeza, Environ. Technol., 19, 75 (1998
- M.C. Yeber, J. Rodríguez, J. Freer, J. Baeza, N. Durán y H.D. Mansilla, Chemosphere, 39, 1679 (1999).
- C. Prat, M. Vicente y S. Esplugas, Ind. Eng. Chem. Res., 29, 349 (1990).
- C. Prat, M. Vicente y S. Esplugas, Wat. Res., 22, 663 (1988).
- K. Kobayakawa, Y. Sato, S. Nakamura y A. Fujishima, Bull. Chem. Soc. Jpn., 62, 3433 (1989).
- H. Ohnishi, M. Matsumura, H. Tsubomura y M. Iwasaki, Ind. Eng. Chem. Res., 28, 719 (1989).
- H.D. Mansilla, J. Villaseñor, G. Maturana, J. Baeza, J. Freer y N. Durán, J. Photochem. Photobiol. A: Chem., 78, 267 (1994).
- C.A.K. Gouvêa, F. Wypych, S.G. Moraes, N. Durán y P. Peralta-Zamora, Chemosphere, 40, 427 (2000).
- R. Pellegrini, J. Reyes, N. Durán, P.P. Zamora y A.R. de Andrade, J. Appl. Electrochem., 30, 953 (2000).
- N. Serpone, P. Maruthamutu, P. Pichat, E. Pelizzetti y H. Hidaka, J. Photochem. Photobiol. A: Chem., 85, 247 (1995).
- P. Peralta-Zamora, S. Gomes de Moraes, R. Pellegrini, M. Freire, J. Reyes, H.D. Mansilla y N. Durán, Chemosphere, 36, 2119 (1998).
- J. Reyes, M. Dezzoti, H.D. Mansilla, J. Villaseñor, E. Espósito y N. Durán, Appl. Catal. B., 15, 211 (1998).
- M.C. Yeber, J. Rodríguez, J. Freer, N. Durán y H.D. Mansilla, Chemosphere, 41, 1193 (2000).
- M.C. Yeber, J. Freer, M. Martínez y H.D. Mansilla, Chemosphere, 41, 1257 (2000).
- M. Pérez, F. Torrades, J.A. Garcia-Hortal, X. Domènech y J. Peral, J. Photochem. Photobiol. A: Chem., 109, 281 (1997).
- M. Pérez, F. Torrades, J. Peral, C. Lizama, C. Bravo, S. Casas, J. Freer y H.D. Mansilla, Appl. Catal. B., 32, 89 (2001).
- N. Durán, M. Dezotti y J. Rodríguez, J. Photochem. Photobiol. A: Chem., 62, 269 (1991).
- M.C. Yeber, J. Rodríguez, J. Freer, J. Baeza, N. Durán y H.D. Mansilla, Chemosphere, 39, 1679 (1999).
- M.C. Yeber, J. Rodríguez, J. Baeza, J. Freer, C. Zaror, N. Durán y H.D. Mansilla, Wat. Sci. Technol., 40, 337 (1999).
- EPA Office of Compilance Sector Notebook, Project: Profile of the Textile Industry, http://www.cluin. org/download/toolkit/textilsn.pdf (1997).
- C. O´Neill, F.R. Hawkes, D.L. Hawkes, N. Lourenço, H.M. Pinheiro y W. Delée, J. Chem. Technol. Biotechnol., 74, 1009 (1999).
- M. Sankar, G. Sekaran, S. Sadulla y T. Ramasani, J. Chem. Technol. Biotechnol., 74, 337 (1999).
- N. Athan