Tecnologías de desulfuración de los gases de combustión. 03. Desulfuración a húmedo: OST
Alberto Gambarè
Escuela Politécnica Superior de Algeciras
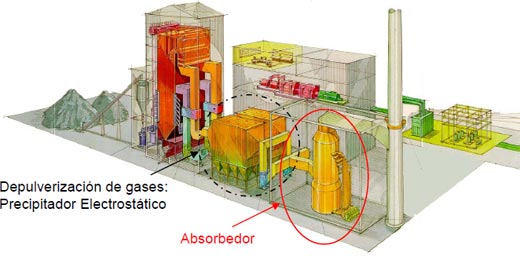
Instalación de un absorbedor a humédo
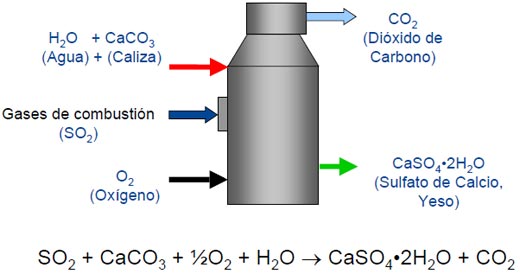
Reacciones químicas del proceso de desulfuración:
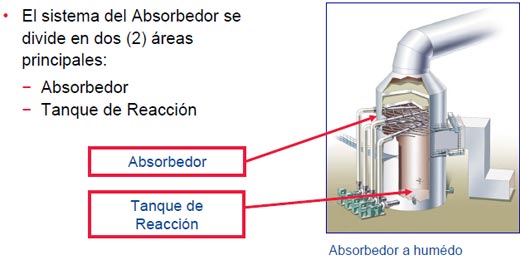
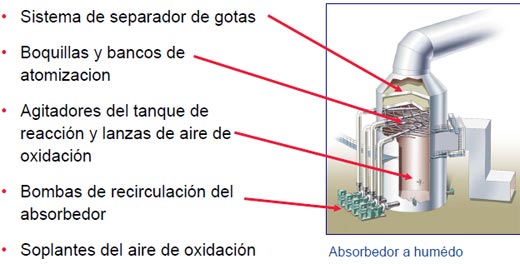
Absorbedor y Tanque de Reacción
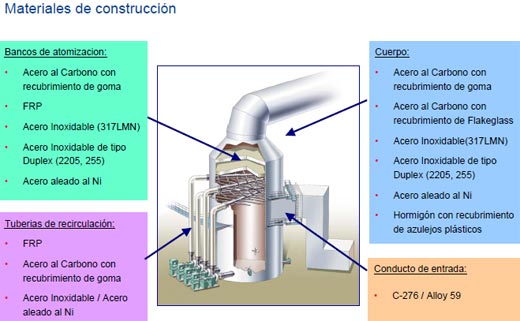
Equipos principales de un Absorbedor a humédo:
Filosofía y conceptos generales de diseño basico
- La cantidad de lechada de recirculación necesaria para una remoción efectiva del flujo de masa de SO2 de diseño se identifica mediante un parámetro llamado relación líquido/gas (L/G).
- La relación L/G determina la eficiencia de desulfuracion que se intiende consiguir en el Absorbedor.
- Esta relación está dada por el numero de niveles de bancos de atomización operativos, cada nivel alimentado por una bomba de recirculación propra.
- Tipicamente se instala otro nivel de atomización como repuesto.
- La lechada que circula en el ciclo del Absorbedor contiene en suspensión un 15% de sulfato de calcio, sulfito de calcio, caliza sin reaccionar y diversos materiales solubles: extrae el dióxido de azufre de los gases sucios.
- Cada banco de atomización consiste en una serie de atomizadores diseñados para suministrar gotas de un tamaño específico de manera tal de lograr una absorción óptima de SO2.
- Los atomizadores se distribuyen de manera tal de garantizar una pulverización uniforme y completa, asegurando un correcto contacto líquido/gas en el absorbedor.
 |
- El Tanque de Reacción se dimensiona de manera de garantizar un tiempo de retención suficiente que permita un completo desarrollo de todas las reacciones químicas involucradas.
- Un flujo de lechada de caliza pura se adiciona al tanque de reacción donde se balancea con la lechada que se encuentra en recirculación.
- El aire de oxidación se genera por las soplantes correspondientes y se agrega para transformar el sulfito de calcio disuelto (CaSO3) en sulfato de calcio (CaSO4), que cristaliza a CaSO4*2H2O. Tipicamente un 99,5% del grado de oxidación del yeso se produce en el tanque de reacción.
- El aire de oxidación es enfriado y saturado con agua previo a ser inyectado al tanque de reacción de manera tal de evitar depósitos.
- Las lanzas de oxidación se encuentran localizadas delante de cada agitador.
- Los agitadores se instalan en la parte inferior del tanque de reacción para asegurar la suspensión de sólidos y la dispersión del aire de oxidación en el tanque de reacción. Los agitadores se diseñan para operar con cualquier combinación posible de bombas de recirculación en servicio.
 |
- El arrastre de las gotas que llegan desde los bancos atomización està removido en un separador de gotas normalmente instalado internamente a la columna de desulfuración.
- El sistema separador de gotas consiste en dos etapas, flujo vertical, instalación horizontal, de tipo Chevron y dos niveles de lavado. Las etapas se encuentran instaladas en la parte superior del absorbedor.
- Los separadores de gotas se limpian con agua en forma discontinua a través de un ciclo de lavado pre-definido. El sistema inferior de lavado se efectúa hacia arriba, mientras que el sistema superior lo efectúa en ambos sentidos (hacia arriba y hacia abajo).
- La presión de lavado del sistema separador de gotas se diseñan para permitir el descenso de los sólidos y líquidos químicamente reactivos.
- Se utiliza agua con bajo contenido de solidos y sulfatos para el lavado del sistema separador de gotas. Las bombas de lavado están dedicadas y se utilizan para proveer agua a la primera y segunda etapa.
|
|