Inspección de soldura en recipientes a presión
PROCEDIMIENTO DE INSPECCIÓN VISUAL
1. ALACANCE
Este procedimiento se aplica a la inspección visual y verificación dimensional de la uniónsoldada, de planchas de acero de bajo carbono, del tipo ASTM A36, en condición de:“conformado en caliente”, y luego sometido a soldadura manual con arco eléctrico. (ProcesoSMAW). En una base estructural de techo parabólico.
2. OBJETIVO
Se tiene los siguientes objetivos:
a. Medición de las dimensiones de las uniones soldadas.
b. Detección de posibles fisuras o discontinuidades superficiales de la soldadura.
c. Registrar y marcar las posiciones de defectos para su reparación, o dediscontinuidades que requieran mayor inspección y verificación por otras técnicas de E.N.D.
3. DOCUMENTO DE REFERENCIA
El documento de referencia es: AWS D1.1 – 2004 Sección 6
4. MATERIAL
El material es un acero de bajo carbono, del tipo ASTM A36
5. CALIFICACIÓN
La calificación de personal se realizará de acuerdo a la norma: SNT – TC – 1A.
5.a. Requerimientos Específicos:Los inspectores deben calificar y certificar examen visual de diferencia de color y contraste.
Para la inspección en proceso, las inspecciones deberán ser realizadas, por diferentespersonas involucradas en el proceso de producción.
6. EQUIPOS USADOS
- Escobilla de acero.
- Solvente limpiador Magnaflux SKC (Cleaner).
- Bridge cam.
- Regla metálica.
- Wincha.
- Linterna.
- Espejos.
- Marcador de metal.
7. PROCEDIMIENTO DE INSPECCIÓN
7.a. Limpieza:
Escobillado manual, con escobilla de acero al carbono. Luego limpieza con solvente (Por spray, o con trapo humedecido que esté libre de hilachas). Finalmente se seca alambiente; de acuerdo a la norma ASTM E-165 ANEXO A1. La limpieza y el secadorespectivo se realizan a cada lado del cordón de soldadura, a una distancia aproximadade 2” del centro del cordón de soldadura para ambos lados.
7.b. Observación:
Método: Directo.A ojo desnudo o con lente de aumento (Lupa).
Luz natural y artificial de linterna.
Intensidad mínima de 15fc (1000 lux) en la superficieobservada.
Distancia de inspección: 30cm (12”) como máximo.
Ángulo de inspección, mayor a 30º.
7.c. Evaluación: La evaluación se hará de acuerdo con AWS D1.1 – 2004 Sección 6
8. EXTENSIÓN DE LA ESPECIFICACIÓN
Inspección al 100%.- Examen completo de todo el cordón de soldadura especificado.
Probeta de 300mm x 300mm x 2.5mm
Tamaño de cordón: 300mm
Promedio del ancho del cordón 21mm
 |
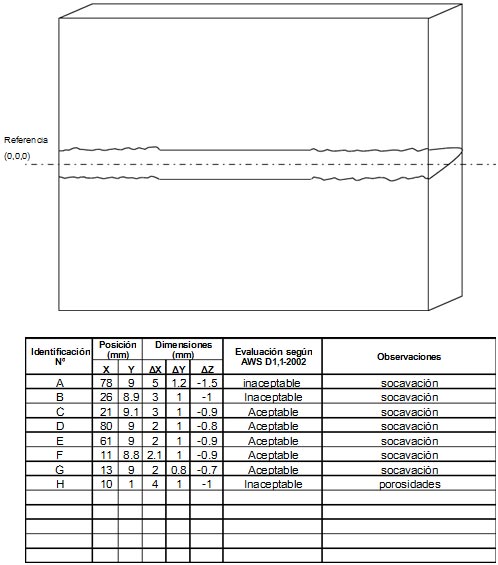
FORMATO DE REPORTE ENSAYO DE SOLDADURA POR INSPECCIÓN VISUAL
Reporte Nº: 01/Nov
Identificación de la unión soldada: Base estructural de techo parabólico.
Tipo de Junta: A tope en V
Proceso de soldadura: SMAW
Observaciones: Reporte de ensayos en viga H
 |
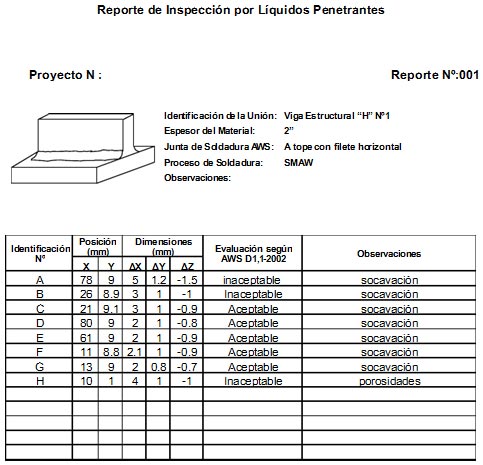
PROCEDIMIENTO DE INSPECCIÓN POR LÍQUIDOS PENETRANTES DE UNIONES SOLDADAS DE VIGAS H
1. ALCANCE
Este procedimiento cubre el examen por el método de Líquidos Penetrantes de lasuniones soldadas tope en filete horizontal, de vigas H de un acero estructural del tipo:ASTM A36 conformado en caliente, por el proceso SMAW.
2. DOCUMENTOS DE REFERENCIA
2.1 Normas ASTM
E165-02 Métodos de Ensayo Normalizados para el Examen por Líq. Penetrantes.
E1417-99 Práctica Normalizada para el Examen por Líquidos Penetrantes
E433-71 (Re-aprobada 1997) Fotografías de Referencia Normalizadas para la Inspección de Líquidos Penetrantes.
2.2 ASNT
Práctica Recomendada SNT-TC 1A Calificación y Certificación de Personal de END.
2.3 ASME
Código para Calderos y Recipientes a Presión, Sección V, Artículo 6. 2004
3. REQUERIMIENTOS DE CALIFICACIÓN DE PERSONAL
Se realiza según la norma: ASNT-TC-1A Calificación y Certificación del Personal de END.
4. EQUIPOS Y MATERIAL NECESARIO PARA LA INSPECCIÓN
- Muestra a inspeccionar.
- Solvente limpiador.
- Líquido penetrante.
- Agua.
- Revelador en suspensión y o seco.
- Lámpara portátil.
- Regla y o wincha.
5. PROCEDIMIENTO DE INSPECCIÓN
5.1 Selección del Método
Método 1: Tipo I Proceso A, penetrante fluorescente lavable con agua. Este procesodebe aplicarse antes del método 2.
Método 2: Tipo I Proceso A y C, penetrante visible lavable con agua y removible consolvente, respectivamente. Debe aplicarse sobre la misma superficie anterior previalimpieza exhaustiva que elimine residuos del penetrante fluorescente.
5.2 Método y Forma de Limpieza y Secado
Se llevara de acuerdo a lo siguiente:
La temperatura de los materiales penetrantes y de la superficie de la piezainspeccionada debe estar entre 10 y 38ºC (fluorescentes); 10 y 52ºC (visibles).
Prelimpieza: Se hace de acuerdo al Apéndice A A1 de la ASTM E165-02,empleando solventes orgánico.
Limpieza: La superficie a inspeccionar y áreas adyacentes al menos 25mm, acada lado, deben estar secas y limpias de escorias, óxido, aceites, etc.Después de la pre-limpieza se limpiará con un solvente removedor del mismofabricante, para asegurar limpieza completa.Luego se seca a temperatura ambiente, la temperatura no debe exceder los52ºC, y el tiempo de secado no debe ser menor a 5 min.
5.3 Aplicación del Líquido Penetrante, tiempo de Penetración (dweel time).
La aplicación del penetrante se efectuará por spray, cubriendo completamente toda elárea de interés, después de la aplicación se deberá observar que el penetrante cubra enforma homogénea la zona a inspeccionar.
El tiempo de penetración se aplica de acuerdo a la tabla 2 de la ASTM e165-02
5.4 Forma de Remoción del Exceso
Se remueve directamente con agua, con la aplicación de un equipo manual (Spray), lapresión del agua no debe ser mayor a 0.345kPa (50psi). Evitar el sobrelavado, en casocontrario también se puede remover el exceso con un trapo humedecido con agua.Luego se seca exponiéndolo al aire a temperatura ambiente entre 7 y 10 minutosaproximadamente.
5.5 Revelado
Se emplea un revelador en suspensión no acuosa, este se aplica por aspersión a unadistancia aproximada de 300mm, procurando forme una capa fina y uniforme,preferentemente aplicar 2 capas delgadas sucesivas, la segunda se aplica cuando laprimera se encuentre completamente seca, este se aplica una vez el exceso depenetrante haya sido removido y secado. Este tipo de reveladores se evaporanrápidamente a temperatura ambiente y no requiere secarse, sin embargo se necesitaventilación adecuada.
El tiempo a permanecer del revelador antes de ser inspeccionado es 10 min.
5.6 Inspección, condiciones de observación
Para la inspección se necesita luz blanca natural o artificial de 1000 lux.
6. EVALUACIÓN
Se evaluará por dimensionamiento directo luego del tiempo de transcurrido el revelado,considerando las siguientes indicaciones:
- Indicación relevante, es toda aquella indicación q tenga un tamaño igual o mayora a2mm.
- Indicación lineal, es aquella indicación relevante que tiene una longitud mayor a tresveces sus ancho.
- Indicación redondeada, es aquella indicación relevante de forma circular o elíptica,en la que su longitud es igual o menor a tres veces su ancho.
La limpieza posterior se hará con un papel absorbente seco, luego se pasa con uncepillo de manos y finalmente con un papel humedecido con solvente.
7. FORMA DE MARCADO DE LAS UNIONES INPECCIONADAS
Se registrarán todas las indicaciones relevantes iguales o mayores a 2mm. Cualquier indicación confusa, o poco definida debe ser reexaminada para detectar si es relevante, norelevante. La reinspección debe realizarse desde la limpieza antes de la aplicación delpenetrante.
8. REPORTE
 |
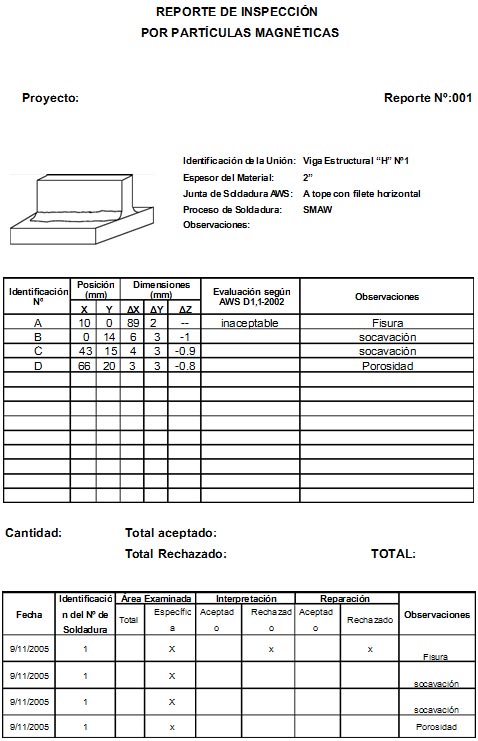
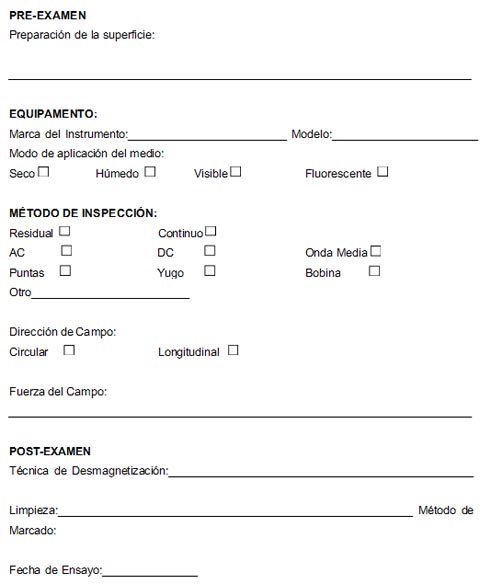
PROCEDIMIENTO DE INPECCIÓN PORPARTÍCULAS MAGNÉNTICAS DE UNIONES SOLDADAS DE VIGAS H
1. ALCANCE DE LA INSPECCIÓN
La presente inspección tiene como objetivo determinar la presencia de discontinuidadesrelevantes, la caracterización de las mismas (posición, orientación, dimensión y naturaleza),y su efecto en las uniones soldadas.
2. CARACTERÍSTICAS DEL ENSAYO
Componente a Ensayar: Viga estructural
Objetivo del Ensayo: Detección y dimensionamiento de discontinuidades superficiales,posibles fisuras en la superficie exterior del cordón de soldadura
Material: Acero de bajo carbono, del tipo ASTM A36
Área Inspeccionada: Cordón de soldadura de la viga “H” Nº:1
Norma Aplicada: ASTM E 709-01 Magnetic Particle Examination Non DestructiveTesting: Vol.03.03
Equipo Usado: Yugo Magnético, marca Parker, modelo DA-400
Partículas magnéticas en solución acuosa Magnaflux
Procedimiento de Inspección:
- Limpieza de acuerdo a ASTM E-165 Anexo A1, limpieza con solvente.
- Magnetización por método continuo, con corriente AC, La magnetización local con Yugocon una separación de 4” en dos direcciones perpendiculares (Ver esquema).
- Observación, interpretación y calificación bajo luz natural 1000Lux.
Documentación:
|
|
Fuente: es.scribd.com