|
¿Por qué ha habido crecimiento en las capacidades 3D?
|
|
|
|
Tal como se indicó previamente, los materiales curados con UV/EB fueron usados inicialmente en procesos de impresión porque esta tecnología es apta para lograr un revestimiento delgado de tinta en una superficie plana. La tecnología UV/EB también era apta para el revestimiento de chapas metálicas antes de enrollarse y para paneles de productos de madera planos por las mismas razones. Sin embargo, surgieron otras aplicaciones, tales como fibras ópticas, que no eran planas. Estas aplicaciones 3D tienen la capacidad de formar sombras que ocultan porciones de la superficie de la energía radiante necesaria para curar el material UV/EB. Con el término «capacidades 3D» nos referimos a la capacidad de curar revestimientos en objetos 3D.
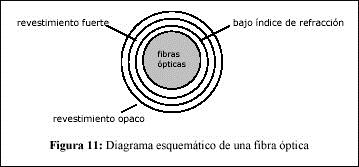
La Figura 11 muestra una sección transversal de una fibra óptica usada para la transmisión de señales digitales y los revestimientos especiales que son cruciales a su rendimiento. Sin estos revestimientos, la fibra óptica no podría ser un medio para larga distancia. El revestimiento más interno debe tener un bajo índice de refracción, y no debe absorber la longitud de onda del láser que se utiliza para enviar las señales digitales. El siguiente revestimiento debe proporcionar la fuerza. El revestimiento más externo debe absorber fuertemente la longitud de onda que se está usando para evitar la “interferencia cruzada” entre las fibras. El desarrollo y la disponibilidad de estos revestimientos UV/EB fueron cruciales para el éxito del cable de fibra óptica, porque ninguna otra tecnología podía brindar el curado rápido con un 100% de integridad. Como resultado de ello, los creadores y fabricadores de equipos y revestimientos UV/EB cooperaron para producir este y otros productos que utilizan materiales UV/EB.
Dado que los esfuerzos para minimizar el efecto de la sombra en las aplicaciones 3D tuvieronéxito en la fabricación de fibras ópticas, el avance de las capacidades 3D en otras aplicaciones era sólo cuestión de tiempo. En la actualidad, los efectos de las sombras pueden minimizarse en la fabricación de muebles de madera e incluso en las carrocerías de automóviles. Esto se ha logrado mediante el uso de múltiples fuentes de energía radiante, reflectores con hoyuelos y un sin número de otras técnicas de diseño óptico.
|
| |
|
|
| |
|
Las plantas de fabricación ahora recubren por pulverización o rodillo selladores UV, imprimadores, capas de acabado y capas superiores en paneles y muebles, y rápidamente curan estos materiales dentro de 25° C de la temperatura ambiente. Los revestimientos convencionales en un substrato de madera no pueden calentarse lo suficiente como para curarse en menos de una hora. Debido a que el tiempo de curado es tan breve para los materiales UV, los fabricantes de muebles finos utilizan revestimientos UV para evitar defectos por polvo. Además, puesto que no hay VOC inflamables que pueden causar un peligro por incendio, por lo menos una compañía de seguros ha rebajado las primas de seguro por incendio en un 15% cuando se usan materiales UV.
El uso de una fibra óptica o láser UV guiado por computadora ha permitido la construcción capa por capa de objetos, usando un polímero. El objeto de polímero que se forma puede ser un modelo o la pieza final. Esta técnica se conoce como estereolitografía. Esto se hace retirando una plataforma debajo de la superficie de un monómero u oligómero mientras una fuente UV guiada por computadora opera como una impresora, trazando una trama exploradora con la fuente UV “encendida” sobre la porción sólida, y “apagada” sobre espacios abiertos o cavidades en la estructura de cada sección transversal sucesiva. De este modo, puede fabricarse un modelo a escala (cualquier escala, incluido el tamaño natural) de una pieza compleja – incluso se pueden generar partes del cuerpo a partir de un barrido CAT o MRI. Esta técnica permite localizar fallas en los diseños. Incluso puede permitir a los cirujanos practicar en modelos de tamaño natural del paciente.
|
| |
|
¿Cómo se mide el grado de curado?
|
| |
|
El grado de curado de un revestimiento UV/EB se ha medido por adhesión, frotación con solvente, pruebas de tinción, movilidad iónica, temperatura de transición vítrea, propiedades mecánicas tales como módulo elástico o resistencia a la tracción, abrasión Taber, indicador fluorescentes, o por volatilidad mínima. La medida se selecciona según algún tipo de medida de rendimiento idóneo con la resistencia, y no se ha hecho ningún tipo de correlación entre las diversas técnicas de medición de curado. A continuación, se discuten algunas de las pruebas principales.
La adhesión de un revestimiento se mide por la fuerza por pulgada de borde que se desprende. Cuando el revestimiento es líquido, esta fuerza es casi cero. Se convierte en una cantidad finita a medida que progresa el curado. Cuando alcanza una fuerza máxima, la pendiente de la fuerza de desprendimiento con una mayor exposición UV/EB se acerca a cero. Se considera que con una mayor exposición se obtendría el sobrecurado del material. El sobrecurado se piensa que logra un ulterior entrecruzamiento entre las moléculas y reacciones con una cantidad adicional de monómero.
La abrasión Taber prueba la resistencia a la abrasión. Se basa en el uso de una pesa (250 gramos, 500 gramos o 1 kilogramo) que se apoya sobre un disco abrasivo mientras se rota la muestra contra el mismo. El disco abrasivo puede ser cualquiera entre un gran número de tipos, según el propósito para el cual está destinado el revestimiento.
La frotación con solvente es una modificación de la prueba de abrasión que requiere la presencia de un solvente especificado. Esta prueba mide el efecto del solvente en el revestimiento curado. Presumiblemente, un revestimiento sin curar o con un curado a poca profundidad podría eliminarse fácilmente con el solvente.
La movilidad iónica se mide colocando dos electrodos en un revestimiento, aplicando un voltaje y midiendo la corriente. Se mide tanto la cantidad de corriente como la respuesta de tiempo a un cambio del voltaje. Ambas mediciones brindan los diagnósticos referentes a la movilidad iónica. Presumiblemente, la movilidad iónica es menor en un revestimiento sobrecurado. Se especifica una mínima movilidad iónica aceptable al uso.
El módulo elástico se basa en la pendiente de la curva de esfuerzo y deformación. Esta prueba requiere revestir una muestra para la medición del esfuerzo versus la deformación.
El esfuerzo es la fuerza por unidad de área para lograr la deformación. La deformación es la elongación por unidad de longitud que se produce. Un mayor módulo elástico requiere más esfuerzo para lograr una deformación dada. La resistencia a la tracción es el esfuerzo máximo que se puede lograr antes de la rotura. Típicamente, esto ocurre al ocurrir una discontinuidad en la curva de esfuerzo versus deformación. La volatilidad mínima se mide midiendo una muestra de revestimiento curado para determinar la pérdida de peso. El curado se realiza en incrementos, con mediciones de peso a cada incremento. Entre cada incremento, se puede aumentar la temperatura para eliminar los ingredientes volátiles. Un curado de volatilidad mínima es el punto al cual la pérdida de peso alcanza un mínimo.
La transición vítrea es una propiedad de la porción amorfa de un sólido semicristalino. Se mide como la temperatura a la cual el sólido cambia de una deformación vítrea a una deformación gomosa.
Esto se determina midiendo el módulo elástico a diferentes temperaturas, y encontrando el intervalo de temperaturas al cual ocurre la transición vítrea a un módulo más alto. Una mayor temperatura de transición vítrea (Tg) puede usarse como evidencia de mayor entrecruzamiento. Como alternativa, se puede especificar la mínima Tg y luego determinar el módulo elástico a dicha temperatura para determinar si es vítrea o gomosa. Los otros métodos se usan con menos frecuencia porque: son más apropiados para las investigaciones; son más caros; o demoran mucho tiempo para obtener un resultado mientras se está en producción. Si bien cada método presuntamente india que el curado está completo, la correlación de un método con otro se hace raras veces, o nunca. Estas pruebas no determinan si puede o debe permitirse el contacto con los alimentos (con la posible excepción de la movilidad iónica).
|
| |
|
¿Hay alguna otra cosa que afecte al curado?
|
| |
|
Quizás ha observado que casi no hemos mencionado la temperatura. Los materiales UV/EB se curan casi instantáneamente y se curan incluso más rápido a medida que aumenta la temperatura. La temperatura es una medida de la energía cinética de las moléculas. Si la temperatura aumenta por encima de un nivel crítico (un nivel diferente resulta crítico para cada material UV/EB) puede ocurrir la polimerización en ausencia de la energía radiante UV/EB. La temperatura de los materiales curados con UV/EB debe mantenerse entre 60° F y 80° F para evitar el agotamiento de los inhibidores del material. Este rango de temperaturas por lo general no es un problema, pero podría requerirse aire acondicionado en algunos casos.
Otros factores son la variación de las lámparas UV durante el uso, las variaciones en el voltaje de la línea eléctrica, los efectos de la oxidación y los efectos infrarrojos. Todos estos factores varían con el tiempo, y el efecto de cada uno de ellos puede ser diferente. Por lo tanto, debemos reconocer que el curado variará como efecto combinado de todos estos factores.
Los materiales UV/EB pueden variar. Para minimizar la variabilidad, los materiales curados con UV/EB no deben exponerse a peróxidos, partículas de hierro u otras fuentes de radicales libres. Asimismo, deben almacenarse lejos de la luz solar u otras fuentes de energía radiante que podrían causar la polimerización.
Si una unidad de curado con UV/EB que promueve la polimerización por radicales libres queda expuesta al oxígeno atmosférico o si el oxígeno atmosférico invade un “recubriente de nitrógeno” usado en el proceso, ocurrirá la inhibición por oxígeno. El oxígeno puede inhibir el curado de los acrílicos, poliésters y estirenos. Los efectos de la inhibición por oxígeno podría resultar en el uso de una dosis mucho mayor de energía radiante que la esperada para obtener un curado. Esto sería especialmente cierto si no se utilizara el “recubriente de nitrógeno.” Desde un punto de vista positivo, la inhibición por oxígeno se utiliza intencionalmente para retener pegajosidad en el caso de algunos adhesivos piezosensibles.
La humedad puede afectar el tiempo de curado de los materiales UV/EB que utilizan fotoiniciadores catiónicos. Este efecto difiere para diversos revestimientos, grosores de revestimiento, permeabilidades de revestimiento y concentraciones de vapor de agua.38 En algunos casos, el agua puede inhibir la polimerización de manera similar a la inhibición por oxígeno. Esto puede corregirse usando un secador IR o un recubriente de nitrógeno seco extendido.
Los monómeros, oligómeros, fotoiniciadores, fibras y pigmentos en un revestimiento, tinta o adhesivo todos absorben la energía radiante UV/EB. El grado al cual todos estos materiales absorben la energía radiante puede inhibir el curado del material, especialmente en aplicaciones más gruesas. Las fibras y los pigmentos pueden formar sombras de UV/EB que impiden que la energía radiante llegue a los monómeros, oligómeros y fotoiniciadores. Los materiales que contienen fotoiniciadores catiónicos no tiene este problema. El material que contiene fotoiniciadores catiónicos sólo tiene que recibir suficiente energía radiante como para descomponer el foto-iniciador en la capa superior y el curado será espontáneo a partir de ese momento.
|
| |
|
PARTE III: EMISIONES, SALUD Y SEGURIDAD
|
| |
|
¿Qué contaminantes del aire se emiten desde los materiales curados con UV/EB?
|
| |
|
El curado con UV/EB es un emisor muy bajo de contaminantes del aire, pero sí ocurren algunas emisiones. Esta sección discute las potenciales emisiones de VOC, partículas finas, HAP, olores, ozono y NO2.
Emisiones VOC
Los revestimientos, tintas y adhesivos curados con UV/EB tienen una reputación de ser libres de VOC, pero en realidad emiten algunos compuestos volátiles de curado que podrían ser VOC. Si bien las emisiones VOC son extremadamente bajas en muchas aplicaciones que emplean materiales UV/EB modernos (es decir, las emisiones VOC pueden ser de menos del 1% del peso del revestimiento, tinta o adhesivo usado), las emisiones de compuestos volátiles de curado para una aplicación típica por lo general se encuentran en el rango del 1 al 5%. (Observe que no se utiliza un diluyente solvente en el caso típico.) No obstante ello, para un pequeño número de aplicaciones, las emisiones de volátiles de curado pueden acercarse al 10% del peso de la película aplicada. Incluso al nivel del 10%, las emisiones incontroladas VOC no son peores que aquellas de una operación convencional de revestimiento o impresión equipada con una muy buena tecnología de captura y control de las emisiones. Típicamente, no se necesita ni utiliza ningún tipo de tecnología de control incorporado con los materiales curados con UV/EB.
Los materiales curados con UV/EB están listos para usar tal como los suministra el fabricante. No se requieren aditivos ni mezclado después de que los materiales curados con UV/EB abandonan las instalaciones del fabricante. La única excepción podría ser la adición de un solvente (VOC o agua) para ajustar la viscosidad en algunas aplicaciones de pulverización o especiales. Los materiales curados con UV/EB no se secarán a menos que estén sometidos a suficiente energía radiante UV/EB. Si hay diluyentes presentes, los revestimientos UV/EB no curados simplemente podrían resultar más viscosos a medida que se evapora el diluyente. Sin embargo, normalmente no hay presencia de diluyentes VOC.
Se han medido los acrilatos a una concentración de aproximadamente 10 ppm en el espacio inmediatamente por encima de un revestimiento (una medición del espacio de cabeza) durante el curado. Las concentraciones de VOC en el mismo espacio fueron incluso menores.28 las concentraciones en una corriente de emisión subsiguiente tenderían a ser incluso menores como resultado del mezclado y dilución con aire en la corriente de escape. Tales pequeñas concentraciones de emisión son la meta deseada de la tecnología de control de emisiones incorporada, empleada con los procesos convencionales, pero se pueden alcanzar usando revestimientos, tintas y adhesivos curados con UV/EB sin un dispositivo de control de emisiones incorporado.
EJEMPLO: Cálculo de las emisiones VOC
Tipo de fuente: Impresión
Aplicación: Sobrecapa de una banda de 5 pies desplazándose a 1000 pies/minuto
Características del revestimiento: 0.8% de gravedad específica
Grosor de la película: 100 micrones
Emisiones VOC: 1% del peso de la película tal como fue aplicada
En este ejemplo, la fuente produciría 0.000163 libras de VOC por pie cuadrado, o aproximadamente 1.0 libra de VOC por 6,124 pies cuadrados. Una libra de VOC sería emitida de la sobrecapa del 100% de una banda de 5 pies durante 1.2 minutos a 1,000 pies/minuto. Estos proporcionaría un máximo de 72 libras de VOC por hora, 576 libras por un turno de 8 horas, o 52 toneladas por año por turno. En la mayoría de los casos, la tecnología UV/EB calificaría como la tecnología de Lowest Achieved Emission Rate (LAER, menor tasa de emisiones lograda). (LAER es requerido por la Clean Air Act, ley de aire limpio, en fuentes importantes nuevas y modificadas situadas en zonas que no están alcanzando las National Ambient Air Quality Standards (normas nacionales de calidad del aire ambiente.)) En comparación, una operación convencional de formación de sobrecapa usando un solvente VOC emitiría 2,600 – 3,600 toneladas por año de VOC para el mismo nivel de operación.
Observe que el cálculo anterior se basaba en la cantidad de material que realmente se aplica al sustrato. En realidad, podrían ocurrir algunas pérdidas debido a formación de nubes, derrames, salpicaduras, eficiencia de transferencia, etc. Por lo tanto, sería preferible utilizar la masa de la cantidad total de material curado con UV/EB (revestimiento, tinta, etc.) que se consume al calcular las emisiones potenciales de los procesos de impresión y/o revestimiento con UV/EB.
Emisiones de partículas finas:
Cuando se utilizan materiales UV/EB en prensas de impresión y recubridores de rodillo de alta velocidad, emitirán algo de neblina. Se genera la neblina cuando el material UV/EB que se encuentra entre los rodillos y el substrato se separa rápidamente en aplicaciones de alta velocidad. (Los materiales convencionales también producirían neblina si se aplicaran a una velocidad tan alta.) La formación de neblina de una tinta UV/EB en la impresión a alta velocidad se han medido entre un 1% y un 50% de la tinta consumida. Se encontró que muchas de las gotitas eran de menos de 2.5 µm (PM-2.5). Cuando la formación de neblina es grave, los usuarios y proveedores pueden trabajar juntos para minimizar el problema.
Emisiones HAP:
A menos que se agreguen solventes HAP, los revestimientos UV/EB son libres de HAP (es decir, no contienen ningún HAP enumerado en el Apéndice E). No obstante ello, las gotitas finas en la neblina generadas por los rodillos a alta velocidad (vea la explicación que aparece más arriba) podrían contener compuestos químicos tóxicos. Deberá consultar las Material Safety Data Sheets (MSDS, hojas de datos de seguridad de los materiales), revisar la lista de HAP, y/o ponerse en contacto con el proveedor para determinar hasta qué grado la toxicidad es un problema con un material curado con UV/EB en particular.
Emisiones olorosas:
En líneas generales, los materiales curados con UV/EB usados hoy en día tienen mucho menos problemas de olor que los materiales que se empleaban hace 10 años. De hecho, los menús de restaurantes, envases para perfumes finos y cajas para chocolates ahora pueden imprimirse y recubrirse con UV/EB (vea la Figura 12). Sin embargo, los materiales UV/EB históricamente han emitido algunos olores objetables, y algunos de ellos incluso después del curado. Los materiales UV/EB que generan olores que contienen aminas o compuestos de azufre deben evitarse cada vez que el olor sea un problema.
|
| |
|
|
| |
|
Emisiones de ozono y N02:
Cada forma de radiación ionizante puede ionizar el oxígeno y general ozono. Además, existe la sospecha de que también pueda generarse NO2. Sin embargo, la emisión total de ozono y NO2 es relativamente pequeña y no debiera afectar de manera significativa las concentraciones de estos contaminantes en la atmósfera. Los fabricantes de equipos han reducido el potencial de generación de ozono y NO2 debido a los procesos que usan energía radiante UV/EB. Los recubrientes de nitrógeno excluyen al aire de las áreas de polimerización y, por tanto, excluyen al oxígeno como reactivo en dichas áreas. No obstante ello, se utiliza ventilación con aire para eliminar el calor de las lámparas UV; y por tanto, aún pueden generarse estos contaminantes. Los filtros de cuarzo que absorben fuertemente longitudes de onda por debajo de 260 nm (las longitudes de onda que forman el ozono) pueden usarse para reducir la generación de ozono.
|
| |
|
¿Cómo se miden las emisiones provenientes de los materiales curados con UV/EB?
|
| |
|
El contenido de VOC de los revestimientos se mide mediante la EPA Reference Test Method 24 (prueba de referencia de la EPA, método 24). Este método puede encontrarse en Title 40, Code of Federal Regulations, Part 60, Appendix A (título 40, código de normativas federales, parte 60, apéndice A). Para su conveniencia, el Método 24 se suministra en el Apéndice C de este reporte.
La sección 3.2 del Método 24 se concentra en los revestimientos de película no delgada curados con radiación UV. Este método se basa en un método de prueba de la American Society for Testing Materials (ASTM, sociedad americana de materiales para pruebas) (D 5403-93). Si la cantidad de revestimiento o tinta UV tal como se aplica al sustrato de la muestra es de menos de 0.2 gramos (basándose en el grosor de película recomendado por el fabricante) y el área del sustrato de la muestra es igual a, o mayor que, 35 pulg2 (225 cm2) entonces se considera que se trata de un revestimiento curado con radiación UV de película delgada para determinar la aplicabilidad de ASTM D 5403–93. No se especifica ningún método de prueba para los revestimientos, tintas o adhesivos UV de película delgada ni para ninguno de los materiales curados con EB.
Al considerar y evaluar las modificaciones al Método de Prueba 24 que eventualmente agregaron procedimientos para probar los revestimientos UV de película no delgada, se encontró el contenido de VOC mínimo cuando una resina se curaba con UV mucho más allá de la recomendación del fabricante.16 El reporte que evaluaba esta modificación no indicaba si el curado recomendado estaba destinado para una atmósfera libre de oxígeno o si se usaba una atmósfera libre de oxígeno. Dado que no se mencionaba un recubriente de nitrógeno para excluir el aire del proceso de curado para minimizar la inhibición del oxígeno, podemos asumir que no se lo había utilizado. La inhibición del oxígeno de un curado en aire atmosférico explicaría la necesidad de una dosis más alta de UV (es decir, la cantidad de energía radiante UV requerida para completar el curado y asegurar emisiones mínimas de VOC). El reporte también indicaba que no se había medido la potencia de salida de la lámpara en el aparato de prueba, y que no existe una relación sencilla entre el nivel de entrada de potencia y la salida de luz UV a las longitudes de onda específicas que causan el curado de un revestimiento. Por lo tanto, una baja salida de la lámpara a la longitud de onda deseada también podría haber aumentado el tiempo de curado.
Los fabricantes de materiales curados con energía radiante UV creen que el Método 24 indica un exceso de emisiones VOC porque somete a un material curado con UV a un calor excesivo (110 +/- 5° C) después del curado. Los fabricantes sugieren que el calor excesivo causa la descomposición del revestimiento UV y que una pérdida resultante de masa del revestimiento se está informando como VOC. La EPA está atenta a estas preocupaciones, pero por el momento no tiene planes de modificar el método de prueba ni de desarrollar un nuevo método.
|
| |
|
¿Qué sucede con respecto a la salud y seguridad de los trabajos?
|
| |
|
Hay tres cuestiones importantes de salud y seguridad de los trabajadores que deben considerarse: (1) exposición potencial a radiación UV/EB; (2) exposición potencial a componentes peligrosos que forman parte de los materiales curados con UV/EB; y (3) higiene para proteger a los trabajadores. Esta sección discutirá todas estas cuestiones, así como los cambios y mejoras significativos realizados a lo largo de los últimos diez años para minimizar los peligros potenciales.
¿Qué preocupaciones de salud y seguridad presenta la energía radiante UV/EB?
La energía radiante UV es luz ultravioleta. Se trata del mismo tipo de luz ultravioleta que se recibe del sol. No puede penetrar la piel, pero puede causar quemaduras de sol y tostado de la capa superior de piel, o puede causar irritación ocular. Con un blindaje correcto, el UV no causa siquiera que ocurran estos inconvenientes.
La energía radiante EB consta de electrones de alta velocidad y los subsiguientes rayos X. Los electrones se generan en un acelerador o cañón que los proyecta hacia el revestimiento, tinta o adhesivo y el substrato. Los electrones generan rayos X a medida que se retarda su velocidad en estos materiales, y por cualesquier moléculas que se encuentren entre la fuente de EB y la película y sustrato que son su blanco. Los fabricantes de este equipo de EB instalan blindaje para reducir la radiación X a valores inferiores al nivel de fondo.
De acuerdo con las normativas de la OSHA (Code of Federal Regulations (CFR, código de normativas federales) parte 1910.96), ningún empleador poseerá, usará ni transferirá fuentes de radiación ionizante (la definición de la OSHA excluye al UV) de manera tal como para causar a cualquier individuo que reciba, en ningún trimestre de un año calendario, más de:
Totalidad del cuerpo, cabeza y tronco, órganos activos de
- formación de sangre o gónadas………………………………………………….. 1.25 REM
- Manos y antebrazos, pies y tobillos …………………………………………18.75 REM
- Piel de la totalidad del cuerpo ………………………………………………7.5 REM
Un individuo puede recibir una dosis mayor que ésta si:
- 1. Durante cualquier trimestre calendario, la dosis equivalente para todo el cuerpo no supere los 3 REM.
- 2. La dosis equivalente para todo el cuerpo, al agregarse a la dosis equivalente acumulada en todo el cuerpo, no exceda los 5(N-18) REM, donde N equivale a la edad del individuo en años.
- 2. El empleador mantiene los registros pasados y actuales que demuestran que la adición de tal dosis equivalente no causará que el individuo exceda las cantidades tabulada más arriba.
Podrían existir limitaciones adicionales en la forma de normativas locales, estatales o federales subsiguientes. Es responsabilidad del empleador determinar cuáles normativas se aplican y asegurarse de que los empleados no queden expuestos a radiación ionizante que exceda los límites estatutarios y normativos.
¿Cómo se puede proteger a los trabajadores contra la radiación ionizante UV/EB?
El medio principal de protección contra toda la radiación ionizante es el blindaje. En la mayoría de los casos, este blindaje está integrado al equipo de curado con UV/EB. En caso de fugas de UV, la ropa es una protección adicional al blindaje y se recomienda usar prendas de mangas largas y pantalones largos. Por la misma razón, se recomienda también la protección ocular con escudos laterales.
En el caso de radiación en el UV cercano, UV lejano y actínica, el blindaje consta de barreras y deflectores opacos. Se necesitan deflectores porque la radiación UV fácilmente puede dispersarse a partir de aerosoles submicrónicos y convertirse en un resplandor difuso reflejado y reirradiado desde aerosoles y superficies. El UV puede dispersarse con mucha más facilidad que la luz visible, porque se trata de una longitud de onda más corta, y los aerosoles submicrónicos en el aire pueden dispersar el UV fácilmente. Estos aerosoles son invisibles (demasiado pequeños para ser vistos) porque no logran dispersar de manera eficiente la luz visible. Se necesitan deflectores múltiples para reducir las fugas producidas por esta dispersión antes de que llegue al tejido humano. La OSHA permite hasta 1 milivatio/centímetro de cuadrado de radiación en el UV cercano para tiempos de exposición de más de 16 minutos. La OSHA permite sólo hasta 0.1 milivatio/centímetro cuadrado de radiación actínica para exposiciones de 8 horas.
A diferencia del UV con longitudes de onda visible coexistentes, los haces de electrones y los rayos X no tienen un componente visible para advertir a un ser humano de su existencia. Dado que los genes humanos (al igual que las moléculas de fotoiniciador, monómero, y oligómero) son sensibles a rotura molecular bajo radiación ionizante, es necesario usar blindajes para proteger a los trabajadores de la radiación EB. Idealmente, la intensidad de la radiación deberá reducirse casi al nivel de radiación de fondo mediante el blindaje. El nivel de radiación de fondo es la intensidad de los rayos X y de la radiación gamma que existiría si no hubiera una fuente de radiación (salvo las fuentes de traza de los materiales naturalmente radiactivos) lo suficientemente cerca como para afectar la intensidad de la radiación. Existen muchas
|